Двухцветное литье — это значительный технологический прогресс, позволяющий сбалансировать потребности заказчика с защитой окружающей среды.
С непрерывным развитием социальной цивилизации и улучшением вкуса людей внешний вид продукта и визуальные эффекты становятся все более важными.
Традиционные пластиковые изделия приобретают привлекательный внешний вид благодаря напылению, гальванизации и другим методам обработки, однако после длительного воздействия воздуха внешний вид цвета очень легко разрушается.
Двухцветная форма позволяет изменять цвет пластиковой мастербатчи в соответствии с различными потребностями рынка, при этом нет необходимости в распылении.
Изделия, произведенные с помощью двухцветных форм, отличаются не только стабильным качеством, но и высокой эффективностью производства.
Поскольку производство двухцветных форм требует высокой точности, решающее значение имеет хорошая или плохая конструкция конструкции формы.
Процесс двухцветного литья под давлением
Так называемое двухцветное литье под давлением использует 2 или более двухсистемных инжекционных машин, которые одновременно или последовательно впрыскивают в форму различные сорта и цвета пластика.
Двухцветная литьевая машина отличается от обычных литьевых машин тем, что, помимо наличия двух систем впрыска, она также требует наличия механизма, который позволяет форме вращать либо подвижную половину (многоформовая – поворотный стол), либо часть с полостью (одноформовая – поворотная ось).
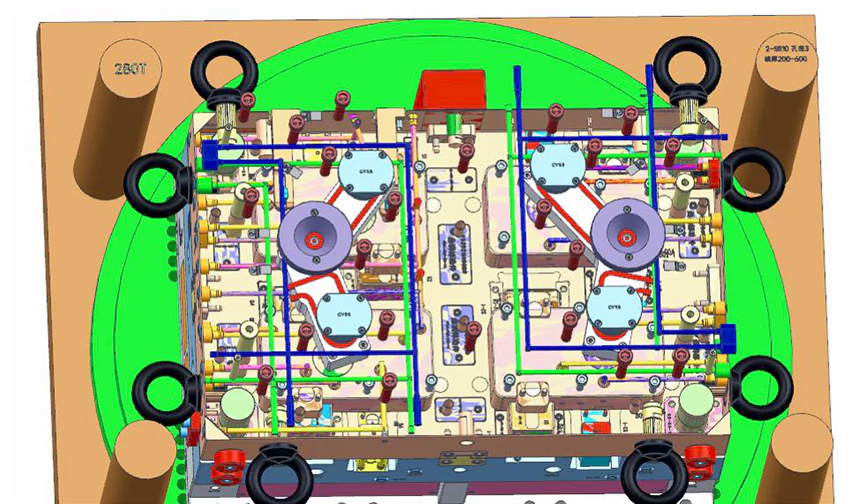
Принцип двухцветного формования (рис. 1): двухцветные формы обычно имеют две пары форм, половина из которых установлена на неподвижной плите двухцветной формовочной машины, т. е. сторона с инжекционными литниками, а другая половина установлена на поворотной плите подвижной половины, т. е. сторона, куда выталкивается форма.
Две пары форм обычно идентичны, тогда как первичные и вторичные фиксированные половины различаются.
При впрыске первого материала неподвижная и подвижная половины раскрываются под действием натяжения литьевой машины, а первичная подвижная половина поворачивается на 180° вместе с первичным продуктом.
В это время подвижная половина не выталкивается. Затем форма закрывается для впрыскивания второго материала, и после сохранения тепла и охлаждения неподвижная и подвижная половины открываются, и изделие со стороны подвижной половины выталкивается.
В каждом цикле формования будет изготавливаться один первичный продукт и один вторичный продукт.

Конструкция пресс-формы:
Настройка усадки
Скорость усадки имеет важное значение для проектирования пресс-форм для пластика, она является основой проектирования пресс-формы и зависит от того, соответствует ли размер изделия требованиям или нет; скорость усадки разных материалов различна.
Различные материалы имеют разную скорость усадки. Только подходящая скорость усадки может гарантировать, что продукт достигнет требуемого размера после охлаждения.
Скорость усадки двухцветной формы в основном зависит от скорости усадки первичного материала, а вторичный материал следует выбирать с такой же скоростью усадки, что и первичный материал.
Например, первичный материал для ABS (усадка обычно 5 ‰), вторичный материал для TPR (усадка обычно 18 ‰), в двухцветной конструкции пресс-формы усадка должна быть установлена на все 5 ‰, поскольку первичный материал в основном сформировал форму контура продукта, вторичный материал обернут в продукт, и поэтому не будет иметь большую или меньшую скорость усадки. Одним из них является различие между вторичным, как показано на рисунке 2.

Разделение первичной и вторичной продукции
При разделении первичной и вторичной продукции необходимо учитывать ряд факторов, влияющих на успешность или неудачность всей конструкции пресс-формы.
Первое, что следует учитывать, — это текучесть материала (она играет важную роль при выборе правильного литника).
Во-вторых, необходимо правильно выбрать толщину продукта, поскольку вторичный продукт должен формироваться на поверхности первичного продукта; если толщина мяса недостаточна, это приведет к плохой текучести, а это быстро приведет к нехватке материала, усадке и другим нежелательным явлениям.
Как правило, толщина вторичного продукта должна составлять половину или более толщины всего продукта.
Выбор положения ворот
Выбор положения литника для двухцветной формы очень важен. Лучше использовать анализ течения пресс-формы программное обеспечение для анализа положения литника и проверки текучести с целью снижения риска выхода из строя пресс-формы.
Кроме того, необходимо изменить форму первичного продукта или увеличить вспомогательную позицию литья в соответствующих местах для улучшения направления и скорости потока вторичного материала.
Когда вторичный материал принимает сторону в отливку, литник должен быть наклонен вверх, и попытка увеличить ширину литника должна увеличить скорость жидкости так, чтобы жидкость устремлялась вверх к неподвижной половине при подаче, чтобы можно было избежать вымывания первичного материала, что приводит к утечке продукта и другим явлениям.
Меры предосторожности при проектировании конструкции пресс-формы
Внутренняя конструкция формы
Две неподвижные половины двухцветной формы имеют разную форму, и каждая из них создает разный внешний вид.
В целом, формы двух подвижных половин совершенно одинаковы. Для одноразовых изделий мы предпочитаем литниковую систему с погружением, чтобы изделие можно было автоматически отрезать от головки, а иногда используем горячеканальную или трехплитную формы.
При первом впрыске, после того как форма не выталкивается, часть головки материала останется в подвижном полусердечнике, поэтому при проектировании второго впрыска фиксированного полусердечника, чтобы избежать царапин фиксированного полусердечника первичной головкой, необходимо спроектировать вторичную фиксированную половину в первичной головке части пространства избегания, так чтобы форма при втором впрыске, формирующая форму, головка материала могла быть гладкой в положении пространства избегания.
Иногда конструкция, исключающая повреждение (трение) второй фиксированной половины сердечника в уже сформированном месте расположения затвора продукта, может быть спроектирована с учетом пространства избегания, но необходимо тщательно продумать прочность каждого места расположения затвора уплотнения (расстояние от внешней стенки изделия до места избегания), по крайней мере, на 5 мм выше.
Обратите внимание на фиксированную, подвижную половину сердечника, вставленную как можно глубже, напротив сломанной поверхности наклона падения, и на четыре угла, чтобы сделать положение трубы, чтобы облегчить форму, можно было хорошо скоординировать.
Конструкция первичного фиксированного полусердечника и вторичной вставки, ломающейся в случае обеспечения прочности, занимает соответствующее пространство избегания.
Как показано на рисунке 3: D занимает более 0.2 мм, этот метод позволяет защитить вторичный подвижный полусердечник от царапин.

Проектирование заготовки пресс-формы
Две неподвижные половины и две подвижные половины формы должны полностью соответствовать друг другу, поэтому при проектировании сердечника формы и основания формы следует указать, что обработка сердечника формы и основания формы должна соответствовать числу четырех сторон, которые будут разделены посередине;
Общая толщина двух скрепленных половин должна быть одинаковой;
4 направляющая стойка к центру симметрии (не может использоваться как одноцветная форма, так как базовый угол направляющей стойки эксцентричен), и обеспечить, чтобы направляющая стойка и направляющая втулка одностороннего зазора допускались в 0.025 мм;
Перпендикулярность формы заготовки пресс-формы, параллельность и допуск плоскостности гарантируются в пределах 0 ~ +0.03 мм.
Плоскость вращающегося диска подвижной половины показана на рисунке 4.

Позиционирование пресс-формы
После одной инъекции подвижную половину необходимо повернуть на 180°, чтобы выполнить вторую инъекцию.
Поэтому необходимо проверить, не будут ли два угла подвижной половины около колонны на литьевой машине мешать четырем колоннам на литьевой машине при ее вращении.
Зазор между ними должен быть не менее 10 мм, если он меньше 10 мм, следует учитывать, что два угла формы около направляющей колонны следует срезать.
Обратите внимание на расположение и размер позиционирующей колонны поворотной плиты подвижной половины, что требует подбора различных литьевых машин в соответствии с размером и ходом пресс-формы, а также высотой пресс-формы, а затем в соответствии с параметрами литьевой машины определить расположение и размер позиционирующей колонны, а также литника, радиус позиционирующего кольца.
Лучше спроектировать комплект пресс-форм, которые можно использовать в различных типах литьевых машин, чтобы в случае жестких производственных задач обеспечить гибкое планирование. Плоскость фиксированной полуосновной плиты показана на рис. 5.

Система охлаждения
Два фиксированных половинных и два подвижных половинных распределения воды должны быть максимально полными, сбалансированными и симметричными.
Входные и выходные соединения водопроводных труб формы должны располагаться как можно выше на верхней и нижней стороне, поскольку если соединения водопроводных труб будут спроектированы на рабочей и нерабочей сторонах формы, то будет очень неудобно устанавливать и эксплуатировать соединения водопроводных труб на внутренней стороне.
Разумная конструкция системы транспортировки воды очень полезна для операций литья под давлением.
Распространенные двухцветные структуры плесени
Качающаяся структура
Качели имеют две стороны вокруг центральной оси: одна сторона движется вверх, другая — вниз и т. д.
Качающаяся структура в основном используется для проектирования форм клавиатур с цифрами и буквами. Содержащие закрытые цифры или буквы, такие как 0, 4, 6, 8, A, B, D, O и т. д., только качелевая структура может плавно перетекать вторичный материал в закрытую область, формируя красивый внешний вид.
Принцип работы конструкции качелей заключается в следующем: после одного впрыска пресс-форма открывается, запорная игла под действием толкателя опускается вниз, что заставляет качели вращаться вокруг оси вращения, а запорная пластина выталкивателя под действием толкателя выталкивается вверх, в результате чего запорная игла перемещается вверх и перекрывает отверстие на границе замкнутой зоны первичного изделия.
Затем, когда вторичная литьевая форма закрыта, запорный штифт перемещается вниз под действием возвратного штифта запорной пластины, образуя круглое отверстие, чтобы вторичный материал мог быть просверлен через запорное отверстие в закрытую область (рис. 6).

Структура центральной пластины пресс-формы
В целом, две подвижные части двухцветной формы идентичны. Однако, если структура продукта требует, чтобы две подвижные половины были разными, и нет необходимости использовать механизм вытягивания бокового сердечника, то необходимо решить проблему, используя структуру формы со средней пластиной.
Принцип работы пресс-формы средней плиты: в процессе литья под давлением две пары подвижных половин не вращаются, после того как литьевая машина завершает первичный впрыск, неподвижная подвижная половина открывается, сначала выталкивается средняя плита, затем средняя плита поворачивается на 180°, затем форма закрывается, а затем выполняется вторичный впрыск. Таким образом, вставки первой и второй частей центральной плиты могут быть выполнены в различных формах для достижения ожидаемой проектной цели. Структура показана на рисунке 7.

«Двойная» структура
Двухцветные формы обычно имеют две пары форм и также требуют двух пар держателей форм. Иногда, когда два похожих продукта (симметричные отношения или с верхней и нижней крышкой, схожий размер) формируются в наборе рамок форм, чтобы сделать две детали, мы должны использовать структуру «близнеца».
Для «двойных» форм, поскольку один и тот же комплект форм спроектирован с двумя различными положениями расположения литника, это необходимо определить в соответствии с положением цилиндра неподвижной плиты литье под давлением машина выбрана.
Принцип работы «двойной» конструкции: форма спроектирована как один комплект формодержателей, и в соответствии с положением цилиндра литьевой машины для определения двух точек подачи формодержатель делится на две части: одна для первичного формования, а другая для вторичного формования.
Также имеются два идентичных подвижных полустержня и два различных фиксированных полустержня, благодаря чему первичная и вторичная формы впрыскиваются одновременно, и при выталкивании выталкивается только часть вторично отформованного изделия.
Одно и то же изделие изготавливается в одной форме за раз (рис. 8).

Заключение
В данной статье рассматриваются проблемы, на которые следует обратить внимание при проектировании двухцветных форм, на примере трех типов структур форм и кратко объясняется принцип их формования.
Перспективы рынка двухцветных пресс-форм имеют большой потенциал для развития; с постоянным совершенствованием уровня пресс-форм, дальнейшим повышением точности обработки пресс-форм и снижением производственных затрат технология двухцветных пресс-форм будет широко развиваться и применяться.

Соломон Янг — профессионал в производственной отрасли с обширным опытом работы в производстве электронных, механических и промышленных компонентов. Занимая различные должности в американских и тайваньских производственных компаниях, он приобрел всестороннее понимание производственных процессов, управления производством, контроля качества и операций в глобальных цепочках поставок.
Обладая опытом в развитии бизнеса, организации продаж, международной торговле, управлении взаимоотношениями с клиентами и поддержке инженерных проектов, Соломон сочетает технические знания с коммерческой стратегией для предоставления инновационных и экономически эффективных производственных решений. Он увлечен передовыми производственными технологиями, совершенствованием процессов и непрерывным профессиональным ростом, твердо привержен созданию ценности для клиентов и партнеров по всему миру.