
Fabricación rápida de herramientas basada en prototipos FDM
Con el desarrollo de computadoras, láseres, electrónica, nuevos materiales y nuevas tecnologías, la creación rápida de prototipos y la tecnología de moldeo rápido se han vuelto aún más poderosas, su alcance de aplicación se ha expandido y sus tipos han aumentado.
La combinación de la tecnología de moldeo rápido y la tecnología FDM tiene las características de ciclo de moldeo corto, bajo costo, precisión y vida útil que pueden satisfacer los requisitos de producción y uso. Puede responder rápidamente a los cambios en el mercado y las necesidades de los usuarios y acelerar el lanzamiento de productos al mercado. Para moldes pequeños y medianos con formas relativamente complejas, tiene importantes beneficios económicos integrales.
Otro idioma: DE
¿Qué es FDM?
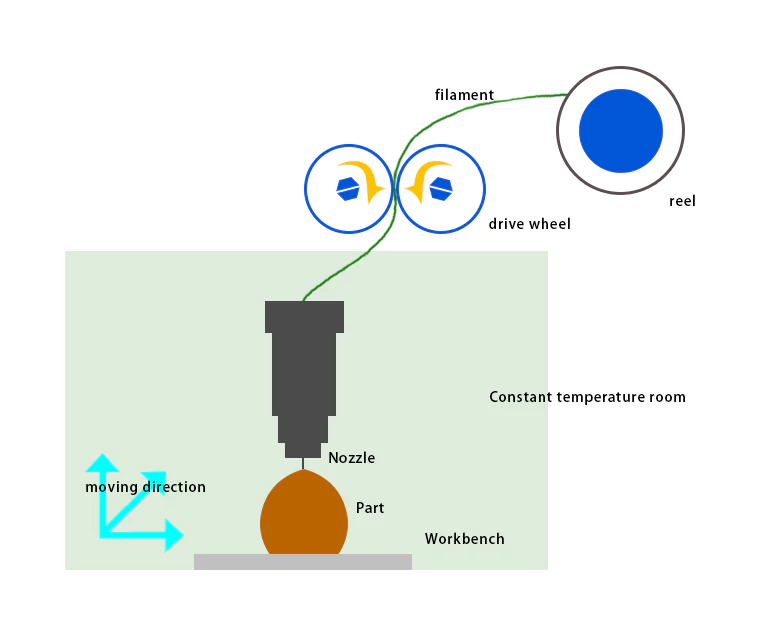
El modelado por deposición fundida (FDM), también conocido como fabricación de formas libres con filamentos, es un proceso de impresión 3D que utiliza un filamento continuo de material especializado. Este filamento se extrae de un carrete grande y se introduce en un cabezal extrusor de impresora calentado. Luego, el material se deposita sobre la pieza de trabajo en crecimiento.
El cabezal de impresión, controlado por una computadora, se mueve en dos dimensiones para definir cada capa horizontal del objeto impreso. Después de completar una capa, el cabezal de impresión o la pieza de trabajo se mueven verticalmente una pequeña cantidad para comenzar la siguiente capa. La velocidad del cabezal del extrusor se puede ajustar para iniciar y detener el proceso de deposición, lo que permite la creación de planos interrumpidos sin causar hilos ni goteos entre las secciones.
¿Por qué el mecanizado rápido necesita la tecnología FDM?
A medida que avanza la tecnología y se acorta el tiempo que tarda el mercado en responder a la demanda, se necesita una tecnología de producción más rápida y menos costosa. El desarrollo rápido de herramientas se beneficia de la velocidad, la rentabilidad y la flexibilidad del modelado por deposición fundida (FDM) Tecnología FDM. La tecnología FDM permite producir rápidamente piezas moldeadas, acortar los plazos de entrega y acelerar el desarrollo del producto. Permite una fácil personalización y modificación directamente en el modelo digital, que luego se puede reimprimir rápidamente. La tecnología FDM también puede crear geometrías complejas que pueden ser difíciles de lograr con los métodos de fabricación tradicionales, y admite una amplia gama de materiales termoplásticos adecuados para una variedad de aplicaciones. Como proceso de fabricación aditiva, la tecnología FDM reduce los desechos al utilizar solo el material necesario para la pieza. Además, las herramientas producidas por FDM son ideales para la creación de prototipos y pruebas, lo que ayuda a identificar y resolver posibles problemas antes de adoptar métodos de producción más costosos y que requieren más tiempo.
Tecnología de modelado por deposición fundida (FDM)
1. Principio de funcionamiento del proceso FDM
El proceso de FDM se ha convertido en uno de los procesos de creación rápida de prototipos más populares. Su principio de funcionamiento se muestra en la Figura 1: después de que el software de capas procesa el modelo sólido tridimensional, se obtiene la información del contorno bidimensional de cada capa. La boquilla de calentamiento se mueve en un plano bajo el control de la computadora de acuerdo con la información del contorno de la sección transversal, y el alambre calentado y fundido (como alambre de plástico, nailon, etc.) se recubre selectivamente en el banco de trabajo, y el contorno de la sección transversal se forma después de un enfriamiento rápido.
Una vez completado el contorno de la sección transversal de una capa, el banco de trabajo desciende una altura de capa y luego se presiona el contorno de la sección transversal de la siguiente capa, y el alambre calentado y derretido se recubre y se une al alambre solidificado de la capa anterior, y el ciclo se repite hasta que se obtiene el producto tridimensional final.
Según el mecanismo de formación de FDM, en teoría se puede utilizar cualquier material fusible. En la actualidad, se utilizan a menudo materiales como cera, nailon y plástico. Se está estudiando la aplicación de materiales como metales y cerámicas a este método. Se añade polvo cerámico o metálico (acero inoxidable, latón, aluminio, hierro, etc.) con adhesivos poliméricos y el polímero se quema a alta temperatura después del moldeo para obtener piezas metálicas. Para mejorar la velocidad de moldeo y la precisión del proceso FDM, se necesita más investigación en términos del método de generación de trayectoria, la velocidad de movimiento de la boquilla en el plano y la velocidad de alimentación del material.
2. Análisis de la precisión de moldeo del proceso FDM
La precisión de las piezas moldeadas incluye la precisión dimensional y la precisión de la superficie. Los factores que afectan la precisión final de las piezas moldeadas por FDM incluyen no solo la precisión del propio equipo de moldeo, sino también otros factores como el error de corte en capas, el error de contracción del material, la configuración de los parámetros del proceso de moldeo, etc. Estos factores suelen ser más difíciles de controlar. En la actualidad, la precisión dimensional final del prototipo que se puede lograr mediante el proceso FDM solo está en el nivel de ±(0.1~0.2) mm/100 mm.
(1) Error causado por el sistema de moldeo
Además de la verticalidad de los rieles guía de los ejes X e Y del equipo y la verticalidad del eje Z y la mesa de trabajo, los factores que afectan la precisión de moldeo del sistema de moldeo incluyen la precisión de posicionamiento del movimiento y la precisión de posicionamiento repetido de la boquilla. El factor principal que afecta la precisión de posicionamiento repetido de la boquilla es su modo de accionamiento de escaneo. El escaneo del cabezal de moldeo FDM es impulsado por un servomotor de CA a través de un tornillo de bola de precisión y guiado por una guía de bola lineal de precisión. Su precisión de posición depende de la precisión del codificador en el servomotor (es decir, el número de pulsos generados por revolución) y del avance del tornillo de bola que convierte el movimiento de rotación del motor en movimiento alternativo lineal.[1]Con la tecnología CNC moderna y la tecnología de transmisión de precisión, la precisión de posicionamiento del movimiento de la boquilla se puede controlar dentro de +20 um, y la repetibilidad de la boquilla se puede controlar dentro de +10μm[2,3].
(2) Errores causados por el corte en capas
La mayoría de los sistemas de prototipado rápido, incluido el FDM, utilizan el formato de archivo STL (especificación de interfaz de litografía estéreo) estándar del modelo CAD sólido desarrollado por 3D Systems en Estados Unidos en 1989 para definir las piezas moldeadas. Utiliza pequeñas unidades de plano triangular para discretizar y aproximar la superficie del sólido tridimensional, y obtiene una serie de información de datos de triángulos pequeños que se aproxima al sólido tridimensional original. Al utilizar facetas triangulares para aproximar la superficie tridimensional del espacio, se producirán errores de tamaño, forma y superficie. Aumentar el número de facetas puede reducir estos errores, pero no puede eliminarlos por completo y hará que el archivo STL sea voluminoso y aumente el tiempo de procesamiento.[4].
Las piezas moldeadas mediante el proceso FDM están formadas por capas de alambres de un determinado espesor unidos y apilados uno a uno.
Al igual que el proceso LOM, inevitablemente producirá un efecto de "escalón", haciendo que la superficie de la pieza sea solo una aproximación escalonada de la superficie del modelo CAD original. La existencia de este error reduce significativamente la precisión de la pieza. En principio, reducir el espesor de la capa puede reducir este error, pero reducir el espesor de la capa aumentará inevitablemente el tiempo de moldeo de la pieza y reducirá la eficiencia de producción. Además, el espesor de procesamiento específico de cada capa estará limitado por el diámetro de la hilera. El espesor de capa que se utiliza actualmente en el proceso FDM es generalmente de 0.2 a 0.3 mm.
(3) Errores causados por el centrifugado
El perfil de la sección transversal obtenido después de la estratificación tiene una línea de contorno de ancho cero. En el proceso de procesamiento real, el alambre fundido expulsado de la boquilla tiene un ancho determinado. Si se llena la línea de contorno ideal de la sección transversal estratificada, la entidad final tendrá una mitad adicional del ancho de la sección transversal del alambre extruido. Aunque este error se puede eliminar mediante la compensación del radio en el software de control del proceso. Sin embargo, el ancho de la sección transversal del alambre extruido cambiará con los cambios de factores como la velocidad de extrusión y la velocidad de llenado durante el proceso de procesamiento. La compensación con un valor de radio fijo definitivamente causará errores. Además, debido a los problemas de respuesta de velocidad cuando se enciende y apaga la boquilla, el alambre fundido expulsado se acumulará en el prototipo para formar nódulos o vacantes. Todo esto causará problemas de calidad de la superficie del prototipo.
(4) Errores causados por contracción del material
Durante el moldeo LOM, el alambre expulsado se encogerá cuando cambie de un estado fundido a un estado sólido, lo que hará que el tamaño real de la pieza moldeada sea diferente del tamaño diseñado. Es necesario compensar la línea de contorno ideal en la etapa de planificación del proceso. Las propiedades físicas del propio material, la forma y el tamaño de las piezas, la configuración de los parámetros del proceso, como la temperatura y la velocidad de llenado durante el proceso de moldeo, y la duración del tiempo de moldeo para cada capa, afectan la contracción del material de moldeo. Por lo tanto, al compensar la línea de contorno ideal, es necesario determinarla en función de la influencia combinada de estos factores.
(5) La influencia de los ajustes de los parámetros del proceso FDM en la precisión del moldeo
Durante el proceso de moldeo por FDM, el usuario no puede ajustar la precisión del equipo en sí, como la precisión del riel guía del tornillo, pero sí puede controlar y ajustar algunos parámetros del proceso. En el caso de los distintos equipos, la configuración de la combinación de sus parámetros de proceso debe acumularse a través de la experiencia para encontrar las reglas.
Zou Guolin de la Universidad de Tecnología de Dalian obtuvo la relación entre los parámetros de procesamiento y la calidad del prototipo a través del diseño experimental ortogonal, optimizó los parámetros del proceso y formó un conjunto completo de procedimientos de proceso de moldeo FDM basados en configuraciones de optimización de parámetros según los resultados de la optimización.[5]Para un sistema de moldeo FDM determinado, la configuración de optimización de los parámetros del proceso mejorará en gran medida la calidad de las piezas del prototipo sin incurrir en costos adicionales.
Fabricación rápida de herramientas basada en prototipos FDM
El proceso de modelado por deposición fundida (proceso FDM) es un proceso de prototipado rápido que se utiliza ampliamente después del curado selectivo por láser de resina fotosensible (proceso SLA). Los materiales que se pueden utilizar en el proceso FDM son muy amplios, y en la actualidad se utilizan a menudo cera, nailon, plástico, etc.; la tasa de utilización de materiales en el proceso de moldeo FDM es muy alta, a diferencia del proceso LOM, que requiere la separación de materiales de desecho y prototipos, por lo que el proceso FDM tiene la ventaja de unos bajos costes operativos. Si el proceso FDM, que se utiliza ampliamente en China, se puede aplicar a Fabricación rápida de herramientas, sin duda traerá grandes beneficios económicos. El objetivo principal de esta sección es encontrar una forma de utilizar prototipos FDM, hacer referencia a la investigación sobre la aplicación de prototipos LOM en la fabricación rápida de herramientas en el capítulo anterior y encontrar una forma de aplicar FDM a la fabricación rápida de herramientas.
1. Aplicación de la tecnología FDM en la fabricación rápida de herramientas
Al igual que otras tecnologías de creación rápida de prototipos, la aplicación de FDM en la fabricación rápida de herramientas ha recibido una atención generalizada. La tecnología FDM se suele aplicar en la fabricación rápida de herramientas de las siguientes formas:
(1) Método de fundición de precisión
Los prototipos de cera, nailon, plástico y otros procesados mediante tecnología FDM se utilizan como moldes de yeso, moldes de cerámica, moldes de arena y otras fundiciones, y luego se obtiene la cavidad del molde mediante fundición de inversión.
(2) Fabricación directa de piezas metálicas
Se está estudiando la posibilidad de añadir adhesivos poliméricos a polvos cerámicos o metálicos (acero inoxidable, latón, aluminio, hierro, etc.) y, después, quemar el polímero a alta temperatura después del moldeo con tecnología FDM para obtener piezas metálicas. Este método permite fabricar directamente cavidades de moldes metálicos.
(3) Método de fundición de caucho de silicona o resina.
Coloque el prototipo FDM en el marco del molde y vierta caucho de silicona líquida o resina líquida mezclada con otros materiales. Una vez que se solidifique, se puede separar del prototipo para obtener un molde de inyección adecuado para lotes pequeños.
(4) Método de pulverización de metal
Usando el prototipo FDM como molde base, rocíe metal o aleación de bajo punto de fusión sobre la superficie del molde para formar una capa metálica delgada y luego rellene con materiales compuestos para hacer rápidamente un molde.
(5) Método de electroconformado
Después de realizar la superficie del prototipo FDM, el cobre se puede electroformar hasta un cierto espesor y luego respaldarlo como electrodo para EDM: el níquel y sus aleaciones también se pueden electroformar directamente en la superficie del prototipo FDM y usarse directamente como cavidad de molde después del respaldo.
2. Selección de la ruta de prototipado rápido
En combinación con un estudio relativo, el método de galvanoplastia con alta precisión de replicación se debe utilizar para fabricar electrodos de electroerosión o cavidades de molde para evitar la contracción térmica y las condiciones de operación complejas en los métodos de procesamiento térmico. Dado que el proceso de moldeo FDM utilizado en el proyecto consiste en realizar un moldeo por centrifugación sobre ABS, el prototipo de ABS resultante tiene un buen rendimiento de galvanoplastia química.[6]A diferencia del prototipo LOM, que requiere un tratamiento de sellado o un nuevo moldeo de resina, puede evitar la reducción de la precisión dimensional causada por estos procesos. Por lo tanto, la combinación de los procesos de prototipado rápido FDM y galvanoplastia puede lograr una fabricación rápida y precisa de electrodos EDM o cavidades de molde. La fabricación rápida de electrodos EDM o cavidades de molde basadas en prototipos FDM se puede lograr mediante las siguientes dos rutas de proceso rápido:
(1) Fabricación rápida de electrodos EDM
FDM (parte negativa) -> posprocesamiento -> recubrimiento químico de cobre -> electroformado de cobre -> pulido con chorro de arena -> pulverización de arco de respaldo de cobre -> separación de prototipo y carcasa de cobre -> electrodo de cobre EDM (positivo)
(2) Fabricación rápida de cavidades de moldes
FDM (parte positiva) – posprocesamiento – recubrimiento químico de aleación de níquel-fósforo – electroformado de refuerzo de níquel – separación del prototipo – cavidad del molde (negativo)
3. Fabricación rápida de herramientas basada en prototipos FOM
(1) Conductividad del prototipo FDM
Antes de colocar el prototipo FDM en la ranura para el electroformado de níquel, la superficie también se trata primero de forma conductiva mediante recubrimiento químico. El proceso de tratamiento conductivo del prototipo FDM es ligeramente diferente del proceso de tratamiento conductivo del prototipo LOM del capítulo anterior, y se requieren los siguientes pasos:
① Alivio del estrés
El filamento ABS expulsado durante el moldeo FDM pasa por un proceso que va desde la fusión hasta el enfriamiento y la solidificación. El cambio de volumen causado por la tasa de expansión térmica inherente del material provoca la contracción; las moléculas de resina ABS fundida se alargan en la dirección de llenado. En el proceso de enfriamiento posterior, las moléculas alargadas vuelven a su estado original y también se encogen. Además, la contracción del filamento ABS está relacionada con la dirección del movimiento de la boquilla, el tamaño de la sección transversal y las especificaciones específicas del proceso. La contracción entre capas y piezas de diferentes tamaños en la misma capa es diferente. Se generará una tensión interna durante el proceso de moldeo debido a la contracción, y todavía quedará algo de tensión interna después del moldeo.
Para eliminar la tensión interna residual de las piezas moldeadas por FDM, a fin de evitar el agrietamiento del recubrimiento durante el enchapado posterior y otros factores que afectan la calidad del recubrimiento, se utilizan las siguientes especificaciones de proceso para el prototipo de material ABS:
Temperatura 65~75℃
Tiempo 2 horas
② Desengrasado -> Rugosidad -> Reducción después del rugosidad -> Activación -> Reducción después de la activación.
③ Recubrimiento químico
Los métodos de recubrimiento químico comunes incluyen el recubrimiento químico de cobre y el recubrimiento químico de níquel. Debido a que después del recubrimiento químico, la cavidad del molde se electroforma en líquido de electroformado de níquel, se deben considerar dos puntos. Primero, buena conductividad; segundo, buena calidad de la superficie. Porque si el electroformado tiene un molde de núcleo complejo, como una esquina incrustada, el molde de núcleo solo se puede quitar mediante disolución química. De esta manera, la capa de recubrimiento químico depositada en el prototipo permanece en la capa de electroformado. Incluso si se utiliza el desmoldeo mecánico, se encuentra en la práctica que la capa de recubrimiento químico permanece en la capa de electroformado después del desmoldeo. Por lo tanto, la capa de recubrimiento químico en realidad se convierte en la capa superficial de la cavidad del molde. Debe lograr la alta dureza y resistencia a la corrosión que debe tener el molde.
El niquelado químico tiene buena resistencia a la corrosión, resistencia al desgaste, alta dureza y excelentes propiedades de protección electromagnética.[7]Por lo tanto, aunque la conductividad de la capa de niquelado químico es ligeramente peor que la del cobreado químico, también debería seleccionarse como método de conductividad superficial de los prototipos FDM.
La resistencia a la corrosión y al desgaste de los recubrimientos de aleación de Ni-P revestidos químicamente aumentan con el aumento del contenido de P. Por lo tanto, al seleccionar la solución de revestimiento químico determinada después de la prueba del proceso de revestimiento químico de níquel en el Capítulo 3, se aumenta el contenido del agente reductor hipofosfito de sodio para obtener un revestimiento de aleación de Ni-P con resistencia a la corrosión, resistencia al desgaste, alta dureza y baja tensión interna.[8]Las especificaciones específicas del proceso son las siguientes:
| Ni (NH2SO3)2·H2o | 40 g/litro |
| NaH2Po2· H2o | 12 g/litro |
| Na3C6H5O7· H2O | 30 g/litro |
| valor del PH | 7-8 |
| Trabajador Temporal | 50 55 ℃ ~ |
(2) Níquel electroformado
Una vez completado el revestimiento conductor, la cavidad del molde debe electroformarse inmediatamente en su superficie. Sin embargo, debido a sus propiedades mecánicas, la capa electroformada de cobre no se puede utilizar como material para la cavidad del molde. La capa electroformada de níquel tiene mayor dureza y resistencia mecánica y una vida útil más larga. Además, el níquel electroformado tiene buena resistencia a la corrosión y tiene una fuerte resistencia a la corrosión por sustancias corrosivas descompuestas durante el proceso de moldeo por inyección. Por lo tanto, se puede utilizar para electroformar la cavidad del molde de moldeo por inyección.[9].
Los potenciales de precipitación del níquel y el cobalto en una única solución salina son muy cercanos y se puede lograr la co-deposición. Cuando el contenido de cobalto en el recubrimiento es inferior al 40 %, el recubrimiento tiene buena resistencia a la corrosión, alta dureza y buena durabilidad. Por lo tanto, el recubrimiento se utiliza ampliamente como material de moldeo electroformado.[10]Si se añade una cierta cantidad de cobalto metálico al níquel metálico para hacer una aleación de Ni-Co, se puede aumentar la dureza y la resistencia al desgaste. Sin embargo, la introducción de cobalto metálico aumentará la tensión interna del revestimiento de la aleación y deteriorará las propiedades mecánicas del material.
Además, el precio del cobalto metálico es caro, lo que sin duda aumentará el coste de producción. Si se realiza una aleación de gradiente al depositar una capa de aleación gruesa mediante galvanoplastia, es decir, el contenido de cobalto en la capa de aleación de N-Co disminuye (o aumenta) a medida que aumenta el espesor de la capa depositada, es posible aumentar (o disminuir) la dureza de la capa inicial depositada (o la capa más externa), mientras que la tensión interna de toda la capa depositada no cambia mucho. Si se requiere un depósito muy grueso, se puede engrosar la capa de níquel galvanizada. De esta manera, se mejoran las propiedades mecánicas del material galvanizado y se reduce el coste.[11].
Debido al alto costo de la galvanoplastia de aleación de Ni-Co, la composición compleja de la solución de galvanoplastia y la dificultad de operación y mantenimiento, este experimento utiliza una solución de galvanoplastia de níquel de tipo Watt estable y de bajo costo para galvanizar la cavidad del molde. De acuerdo con los resultados de la prueba en el Capítulo 2, cuando se electroforma níquel por pulsos, la frecuencia es de aproximadamente 1000, el ciclo de trabajo está en el rango de 3/10 ~ 5/10 y se selecciona una densidad de corriente más pequeña para obtener una mejor densidad de la capa de electroformado. Sin embargo, considerando que si la densidad de corriente es demasiado pequeña, aumentará en gran medida el tiempo y el costo de la electroformado, la prueba adopta un método paso a paso para aumentar la densidad de corriente y aumenta gradualmente desde una densidad de corriente más pequeña hasta el valor especificado, lo que también puede obtener una buena calidad de la capa de fundición. Las especificaciones de proceso específicas utilizadas en la prueba son las siguientes:
| NiSO4· 7H2O | 250 g/litro |
| NiCl2· 6H2O | 45 g/litro |
| H3BO3 | 35 g/litro |
| Aditivos | Moderado |
| PH | 3.5 |
| Trabajador Temporal | 45 ℃ |
| Porcentaje de obligaciones | 3/10 |
| Frecuencia | 1300HZ |
| Densidad actual | 5A |
| Distancia ánodo-cátodo | 1100 mm |
| Movimiento del cátodo | ok |
| Agitación de aire | ok |
(3) Refuerzo de respaldo
Detenga el electroformado cuando el espesor alcance aproximadamente 2 mm, retire la pieza electroformada, límpiela y séquela, y refuerce la parte posterior de la capa electroformada. Los métodos de respaldo comunes incluyen la fundición de aleaciones de bajo punto de fusión, resinas epoxi y pulverización por arco. Entre ellos, la fundición de aleaciones de bajo punto de fusión es compleja y producirá una gran tensión térmica; la resina epoxi de alta resistencia puede desempeñar un cierto papel de refuerzo y, debido a su buen rendimiento de fundición, puede penetrar en un espacio pequeño y proporcionar un soporte uniforme y consistente.[12]; El recubrimiento por arco puede obtener una fuerza de unión extremadamente alta entre las capas electroformadas.
Teniendo en cuenta que los moldes de inyección suelen estar sujetos a cambios de temperatura en el uso real, los coeficientes de expansión térmica de la resina epoxi y la capa electroformada son bastante diferentes, lo que es fácil de provocar tensiones y deformaciones. Por lo tanto, al seleccionar el método de respaldo, se combinan la pulverización por arco y la fundición de resina epoxi. Primero, se pulveriza una capa de metal en la parte posterior de la capa electroformada y luego se vierte resina epoxi en la parte posterior de la capa pulverizada para obtener una capa de respaldo con una fuerte fuerza de unión y un soporte uniforme.
Dado que la capa de electroformado de níquel es relativamente lisa, debe hacerse más rugosa antes de que pueda formar una buena unión con la capa de pulverización por arco. El uso de un tratamiento de rugosidad mediante chorro de arena con corindón marrón n.° 36 puede lograr un buen efecto de rugosidad. La pulverización por arco utiliza un revestimiento de pseudoaleación de Zn-A1 con un bajo coste y un buen proceso de pulverización. Después de la pulverización, la pieza de electroformado y el prototipo se pueden separar mediante calentamiento en baño de agua utilizando la diferencia en el coeficiente de expansión térmica entre el prototipo y la carcasa metálica. Para prototipos con morfología compleja, se puede utilizar la disolución química para el desmoldeo.
Después de separar la carcasa metálica y el prototipo, se colocan en el marco del molde y se vierte la resina del anillo en la parte posterior. Una vez curada la resina del anillo, se puede obtener una cavidad de moldeo por inyección con alta resistencia y dureza, buena resistencia al desgaste y resistencia a la corrosión.
(4) Ejemplo
El proceso FDM se utiliza para formar un prototipo con una superficie compleja que es difícil de procesar con métodos convencionales. Después del flujo de proceso anterior, finalmente se obtiene una cavidad de molde de inyección con alta precisión dimensional, como se muestra en la Figura 6-2:
Conclusión
Este capítulo estudia el proceso de fabricación rápida de cavidades de moldes de inyección basados en prototipos FDM y encuentra una ruta de proceso simple: Prototipo FDM-posprocesamiento-recubrimiento químico de aleación Ni-P-electroformado de níquel-tratamiento de rugosidad con chorro de arena-proyección con arco de pseudoaleación Zn-A1-vertido de resina epoxi en el respaldo-separación del prototipo-cavidad del molde.
Las características de este proceso son: utilizando parámetros de proceso optimizados para electroformar níquel, se puede obtener una capa de electroformado de níquel con alta resistencia mecánica y dureza, buena resistencia al desgaste y resistencia a la corrosión: al combinar la pulverización de arco y el vertido de resina epoxi, se obtiene un soporte con fuerte unión y soporte uniforme.
A través del ejemplo de electroconformado de moldes de un prototipo FDM con una superficie compleja, se explica que la combinación de niquelado químico, niquelado electroconformado por pulsos y tecnología de moldeo FDM puede lograr una fabricación rápida y económica de cavidades de moldes de inyección. Este proceso es particularmente adecuado para la fabricación de moldes pequeños y medianos con superficies complejas.
Referencias:
- [1] Huang Qiming, Wang Yungan. Investigación sobre el control de precisión de prototipos rápidos LOM. Maquinaria y electrónica, 1998, (3): 34~35.
- [2] Tao Mingyuan, Han Ming. Análisis de la precisión de conformado de LOM. Maquinaria de forja, 2000, (5): 12~13
- [3] P. Gu, May Yan, X. Huang, X. Zhang. Análisis de la precisión de la máquina para la creación rápida de prototipos de componentes de calidad. SPIE, 1998, vol. 3517:91~101
- [4] Jack G. Zhou, Daniel Herscovici, Calvin C. Chen, Optimización de procesos paramétricos para mejorar la precisión de piezas de estereolitografía con prototipos rápidos. Revista internacional de máquinas herramientas y fabricación, 2000, volumen 1.40:363~379
- [5] Zou Guolin, Investigación sobre la precisión del modelado por deposición fundida y la tecnología de fabricación rápida de moldes (tesis doctoral). Dalian: Universidad Tecnológica de Dalian, 2002.
- [6] Qin Qixian, Guo Hetong, Liu Shulan, et al., Principios y tecnología de galvanoplastia (segunda edición). Tianjin: Prensa de ciencia y tecnología de Tianjin, 1993.304~
- [7] Guo Huilin, Hu Xinguo, Su Guipin. Investigación sobre el proceso de recubrimiento químico de aleación de níquel-fósforo a baja temperatura. Journal of Northwest University (Natural Science Edition), 1996, 26(4): 307~310
- [8] Feng Wanqi, Han Xiuwen, et al., Investigación sobre el proceso de electroformado de moldes de inyección para retrorreflectores. Galvanoplastia y acabado, 2000, 22(5): 5~9
- [9] Ren Honglie, Feng Liangwei. Tecnología de fabricación de moldes de plástico. Guangzhou: Prensa de la Universidad Tecnológica del Sur de China, 1989.317
- [10] Zhou Xiangyang, Yang Jianhong, et al., Estudio sobre el proceso de electrodeposición de aleación brillante de Ni-Co, Galvanoplastia y protección ambiental, 2000, 20(3): 14~16
- [11] Qin Qixian, Li Yaomin, et al., Estudio sobre electrodeposición de aleación de gradiente de Ni-Co, Galvanoplastia y acabado, 1999, 21(5): 6~8
- [12] Prasad KDVYarlagadda, Ismet P.Ilyas, Periklis Christodoulou. Desarrollo de herramientas rápidas para el trefilado de chapa metálica mediante procesos de electroconformado de níquel y estereolitografía. Journal of Materials Processing Technology, 200, 111:286-294