
La pulvérisation d’arc est utilisée dans l’outillage rapide pour créer des moules, des matrices et d’autres composants d’outillage durables et résistants à l’usure, rapidement et à moindre coût.
La pulvérisation d’arc permet d’obtenir rapidement des revêtements, ce qui réduit considérablement le temps nécessaire à la production de moules ou de matrices par rapport aux méthodes traditionnelles ; elle est souvent plus économique, en particulier pour la production en petite série ou le prototypage, car elle réduit les déchets de matériaux et le temps d’usinage ; elle permet de créer des géométries complexes et des détails fins qui pourraient être difficiles ou coûteux à usiner à partir de matériaux solides.
La pulvérisation par arc électrique pour l’outillage rapide constitue une approche transformatrice de la fabrication, alliant rapidité, flexibilité et rentabilité. Cette technique consiste à projeter du métal en fusion sur une surface préparée afin de créer rapidement des revêtements durables et résistants à l’usure, ce qui la rend particulièrement avantageuse pour la création de moules, de matrices et d’autres composants d’outillage. La capacité de produire et de finir rapidement des outils aux géométries complexes et aux propriétés matérielles adaptées permet de réduire considérablement les délais et les coûts associés aux processus d’usinage traditionnels.
En outre, la pulvérisation à l’arc facilite la réparation et la modification des outils existants, prolongeant ainsi leur durée de vie et optimisant l’utilisation des ressources. Par conséquent, cette méthode devient de plus en plus une solution de choix dans les industries nécessitant des solutions d’outillage rapides et fiables, telles que le moulage par injection, le moulage sous pression et l’emboutissage des métaux.
Technologie de pulvérisation d’arc et son application à la fabrication rapide de moules
1. Principes et caractéristiques de la technologie de pulvérisation à l’arc
La technologie de pulvérisation à l’arc est une méthode de pulvérisation thermique. Son principe consiste à utiliser deux fils métalliques isolés l’un de l’autre comme fils d’électrode consommables, et à utiliser un rouleau d’alimentation en fil pour les introduire continuellement et uniformément dans les deux buses conductrices du pistolet de pulvérisation à arc, connectées respectivement aux pôles positif et négatif de l’alimentation électrique. Lorsque les deux extrémités des fils sont court-circuitées par l’alimentation, un arc est généré entre elles, ce qui fait fondre instantanément les extrémités des fils. Dans le même temps, le métal en fusion est atomisé en micro-gouttelettes par un flux d’air comprimé, qui sont pulvérisées sur la surface de la pièce à usiner à une vitesse très élevée. Après la collision, une déformation plane se produit et un revêtement par pulvérisation d’arc se forme après l’empilage [1]. Comparée à d’autres méthodes de pulvérisation thermique, la technologie de pulvérisation à l’arc présente les caractéristiques suivantes [2,3] :
① Rendement de production élevé. Le poids du métal pulvérisé par unité de temps dans la pulvérisation à l’arc est proportionnel au courant de pulvérisation. Lorsque le courant de pulvérisation est de 300 A, 30 kg de fil de zinc, 10 kg d’aluminium et 15 kg d’acier inoxydable peuvent être pulvérisés par heure, ce qui est plus de trois fois supérieur à la pulvérisation de fil de flamme.
②Résistance élevée de l’adhérence du revêtement. Les particules projetées à l’arc ont une grande énergie cinétique et peuvent obtenir une plus grande force d’adhérence sans augmenter la température de la pièce ou utiliser des substrats coûteux. Lors de la pulvérisation du bronze d’aluminium, les propriétés d’auto-adhérence du revêtement sont présentes, ce qui améliore encore la force d’adhérence. En général, la force d’adhérence des couches pulvérisées à l’arc peut atteindre 20MPa, soit 2,5 fois celle des couches pulvérisées à la flamme.
③Rendement thermique élevé. La projection d’arc convertit directement l’énergie électrique en énergie thermique pour faire fondre le métal, et le taux d’utilisation de l’énergie thermique peut atteindre 60%~70%, ce qui représente l’énergie la mieux utilisée parmi toutes les méthodes de projection thermique.
④Faible coût de production, fonctionnement sûr et entretien simple.
2.Application de la technologie de pulvérisation d’arc dans la fabrication de moules
Le principe de base de la technologie de moulage par pulvérisation d’arc consiste à pulvériser une certaine épaisseur de revêtement métallique sur la surface du prototype, puis à séparer la coque métallique revêtue du prototype afin d’obtenir une cavité de moulage entièrement conforme à la forme du prototype. Une fois la cavité soutenue et renforcée, elle peut être utilisée pour le moulage par injection (RIM), le formage sous vide, le thermoformage et la plupart des processus de production de moulage de produits en polyuréthane [4,5]. En raison de la grande efficacité et de l’économie de la pulvérisation d’arc elle-même, la technologie de moulage par pulvérisation d’arc a un faible coût et un cycle court. Par rapport à la méthode traditionnelle de fabrication des moules en plastique, la technologie de moulage par pulvérisation d’arc présente les avantages suivants :
① Le prototype n’a pas besoin d’être conducteur, et sa température de surface ne dépasse généralement pas 60℃ pendant la pulvérisation, de sorte que le matériau n’est fondamentalement pas limité ;
② La cavité de moulage obtenue a un contour clair, des dimensions externes inchangées et une faible déformation due à la contrainte thermique ;
③ Efficacité de moulage élevée, raccourcissant considérablement le cycle de moulage ;
④ La taille du prototype n’est pas limitée et peut être aussi petite qu’une pièce de monnaie ou aussi grande qu’un moule de formage sous vide pour la fabrication d’un toit de voiture ;
⑤ L’investissement en matériel est faible et les avantages économiques sont importants.
3.Développement de la technologie de pulvérisation à l’arc
Dans le passé, la technologie de pulvérisation à l’arc a été négligée en raison de la surface rugueuse des revêtements pulvérisés à l’arc. Cependant, grâce à la transformation de l’équipement de projection à l’arc ces dernières années, et en particulier à la grande amélioration des pistolets de projection à l’arc par la société TAFA aux États-Unis, un gaz à haute pression est accéléré à travers une buse spécialement conçue comme flux de gaz d’atomisation supersonique pour la projection à l’arc, qui est utilisé pour atomiser et accélérer les particules de métal fondu afin de former une couche dense de projection à l’arc.
Ce type de pistolet pulvérise des fils tubulaires contenant des poudres céramiques, ce qui permet d’obtenir les performances des revêtements par plasma[6]. L’utilisation d’un flux de gaz chaud supersonique formé par la combustion d’éthanol et d’air comme gaz d’atomisation augmente la vitesse et l’énergie thermique des particules de gouttelettes fondues et réduit l’oxydation des gouttelettes de métal, améliorant ainsi la qualité des revêtements par pulvérisation à l’arc. De nouveaux matériaux de pulvérisation apparaissent également en permanence, en particulier le développement et l’application de fils d’alliage à faible retrait et à haute dureté et de fils tubulaires. La projection à l’arc permet déjà d’obtenir des revêtements de haute qualité, lisses, denses et à faible porosité. En outre, elle présente les avantages d’une efficacité de production élevée, d’une grande force d’adhérence du revêtement et d’un processus simple, de sorte que cette technologie a été rapidement développée et appliquée.
En Chine, la recherche et l’application réelle de la technologie de pulvérisation d’arc ont commencé au début des années 1980. La société Beijing Longyuan a utilisé l’équipement AFS-300 pour réaliser des applications de fabrication rapide de moules, telles que des moules métalliques à pulvérisation à froid et des électrodes EDM, et a fourni des services aux entreprises. À l’étranger, François Peres et Arthur Mofakhami du Centre de prototypage rapide de l’Université centrale de Paris, en France, ont expérimenté la technologie de pulvérisation d’arc pour la fabrication de moules d’injection et ont mené des recherches approfondies sur le processus de moulage par pulvérisation d’arc [7]. L’université technique du Danemark a essayé d’utiliser la méthode de pulvérisation pour fabriquer des électrodes d’électroérosion et a constaté que les électrodes produites présentaient un taux de perte très élevé au cours du traitement et ne pouvaient pas être utilisées pour l’électroérosion réelle. [8].
Recherche sur la technologie de moulage par pulvérisation d’arc
1.Procédé de moulage par pulvérisation d’arc basé sur le prototypage rapide
La combinaison de la haute efficacité et de l’économie de la pulvérisation d’arc avec les caractéristiques rapides et intuitives du prototypage rapide permet de réaliser une fabrication rapide et économique de moules d’injection. Le moulage par pulvérisation d’arc comprend généralement le processus suivant : conception du prototype – fabrication du prototype – pulvérisation – renforcement du support – démoulage – finition – assemblage – moule d’essai.
Pour le prototypage rapide FDM et LOM, l’optimisation des propriétés des matériaux, de la précision du contrôle et des paramètres du processus permet de produire des prototypes d’une grande précision et d’une faible rugosité [9] ; parce que le matériau est généralement du plastique ABS ou du papier, après la pulvérisation, la dissolution chimique peut être utilisée pour démouler afin d’éviter d’endommager la couche de pulvérisation. Par conséquent, pour le moulage par pulvérisation d’arc du prototypage rapide FDM et LOM, la clé réside dans la fabrication de la coque métallique, qui dépend de la sélection du fil de pulvérisation et de l’optimisation des paramètres du processus de pulvérisation [10].
2.Détermination du matériau du fil de pulvérisation pour le moule de pulvérisation à l’arc
(1) Principaux paramètres du processus de pulvérisation à l’arc et leur influence sur la performance du revêtement
Les performances de revêtement de la pulvérisation à l’arc comprennent généralement la microstructure du revêtement, la force d’adhérence, la porosité, la résistance à la corrosion, etc. Différents matériaux de fil de pulvérisation ont des performances de revêtement différentes. Un même matériau peut également obtenir des performances de revêtement différentes en utilisant des paramètres de pulvérisation différents.
① Tension de fonctionnement
La pulvérisation d’un même matériau à des tensions de travail différentes produira des revêtements aux performances différentes. Si la tension de travail est trop faible, une partie du matériau du fil de pulvérisation ne peut pas être complètement fondu et voler directement sur la surface de la pièce, ce qui entraînera des particules grossières irrégulières dans le revêtement. Si la tension de travail est trop faible, l’arc ne peut pas être amorcé. Si la tension de travail est trop élevée, la perte par combustion des éléments de carbone et d’alliage s’aggrave, la teneur en oxyde augmente et la surface du revêtement devient rugueuse. En général, afin de réduire la perte par combustion des éléments de carbone et d’alliage, une tension de travail plus faible est utilisée dans la mesure du possible tout en garantissant une pulvérisation normale [1].
② Courant de pulvérisation
Plus le courant de pulvérisation augmente, plus la dureté du revêtement augmente. Cela s’explique par le fait qu’à mesure que le courant augmente, la teneur en oxyde du revêtement augmente de manière significative. Bien que le carbone et les éléments d’alliage dans l’alliage soient brûlés, l’augmentation rapide de la teneur en oxyde joue un rôle plus important, ce qui entraîne une augmentation de la dureté. L’efficacité de la production par pulvérisation est presque proportionnelle au courant de pulvérisation, car le courant de pulvérisation dépend directement de la vitesse d’alimentation du fil. En outre, le courant de pulvérisation a une certaine influence sur la morphologie de la surface et la force d’adhérence du revêtement, mais cette influence est relativement faible [1].
③ Air comprimé
Lorsque la pulvérisation à l’arc est effectuée avec de l’air comprimé non purifié, l’huile et l’eau contenues dans l’air comprimé non seulement absorbent une grande quantité d’énergie thermique, mais augmentent également l’opportunité d’oxydation des particules pulvérisées, polluant ainsi la surface de la pièce à pulvériser et le revêtement lui-même. Par conséquent, la teneur en oxyde du revêtement obtenu augmente considérablement. Par temps humide, l’air comprimé non traité rend la pulvérisation impossible. L’air comprimé doit donc être purifié. La pression de l’air affecte également les performances du revêtement. Lorsque la pression de l’air est trop basse, la vitesse de vol des particules est faible et les particules restent longtemps dans l’air, ce qui entraîne des particules de revêtement grossières et lâches, ainsi qu’une augmentation de la teneur en oxyde. Lorsque la pression d’air augmente, l’effet d’atomisation s’améliore et le revêtement devient dense et lisse [5].
④ Distance de pulvérisation
La distance de pulvérisation a un impact significatif à la fois sur le taux de dépôt de métal et sur la dureté du revêtement. Lorsque la distance de pulvérisation augmente, le taux de dépôt de métal diminue. Cela s’explique par le fait qu’une partie des particules pulvérisées se disperse et s’envole, tandis qu’une autre partie des particules pulvérisées ne peut pas adhérer au substrat en raison de la diminution de la température et de l’énergie cinétique. L’augmentation de la distance de pulvérisation a trois effets sur la dureté du revêtement : la température des particules pulvérisées diminue, la vitesse de vol diminue, ce qui entraîne une baisse de la densité du revêtement ; les particules pulvérisées volent plus longtemps dans l’air, ce qui entraîne une augmentation de la combustion des éléments de carbone et d’alliage ; et la teneur en oxyde du revêtement augmente. Les deux premiers facteurs entraînent une diminution de la dureté du revêtement. Bien que l’augmentation de la teneur en oxyde puisse accroître la dureté du revêtement, son effet sur la dureté du revêtement est bien moindre que celui des deux premiers facteurs. Par conséquent, la dureté du revêtement diminue avec l’augmentation de la distance de pulvérisation, et la densité du revêtement diminue également. Si la distance de pulvérisation est trop courte, l’arc chauffera directement la pièce et le revêtement, et l’air comprimé reculera pour former une zone de flux ordinaire, ce qui affectera l’effet d’atomisation et la qualité du revêtement, et entraînera des difficultés pour l’opération [5].
⑤ Prétraitement
Comme pour les autres méthodes de projection thermique, la qualité du prétraitement de la surface du substrat influe directement sur la force d’adhérence du revêtement. Plus l’effet de rugosité est important, plus la zone d’adhérence entre le revêtement et le substrat est grande et plus la force d’adhérence est élevée.
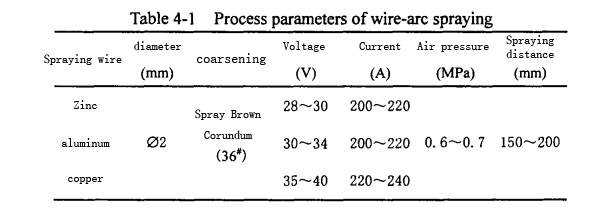
Compte tenu de l’influence des facteurs susmentionnés sur la qualité du revêtement et l’efficacité de la production, le pulvérisateur à arc D-AS1620 de la société Beijing Jiangyuan a été utilisé pour pulvériser du Zn, du Cu, de l’Al et d’autres fils métalliques. Les résultats des tests montrent que la pulvérisation à l’arc de fils de Zn, Cu, Al et d’autres métaux en utilisant les paramètres de processus indiqués dans le tableau 4-1 permet d’obtenir des revêtements avec de meilleures performances et une plus grande efficacité de pulvérisation.
(2) Étude expérimentale sur les performances du revêtement des moules par pulvérisation d’arc
① Méthode expérimentale et objectif
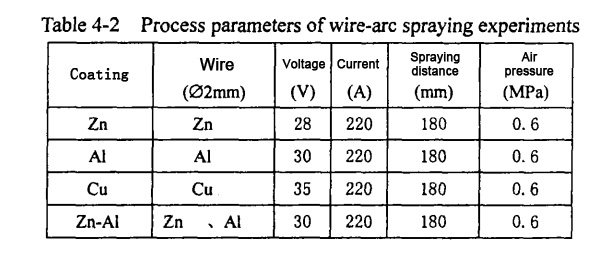
En utilisant des fils métalliques courants tels que Zn, Al et Cu comme matériaux de pulvérisation à l’arc, des essais de moulage par pulvérisation ont été réalisés sur la surface de prototypes rapides en plastique ABS. Afin d’assurer une bonne adhérence entre le revêtement et le prototype, la surface du prototype a été sablée avec du corindon brun (36#) avant la pulvérisation. Lors de la pulvérisation des revêtements de Zn, Al et Cu, deux fils métalliques identiques ont été introduits dans les deux buses conductrices du pistolet de pulvérisation, tandis que lors de la pulvérisation des revêtements de pseudo-alliage Zn-A1, un fil de Zn et un fil d’Al ont été introduits dans les deux buses conductrices respectivement. Les paramètres du processus de pulvérisation à l’arc sélectionnés pour le test sont indiqués dans le tableau 4-2. Après la pulvérisation, la résistance et la dureté des différents revêtements ont été testées, et les performances du processus de pulvérisation ont été observées et comparées. Finalement, un revêtement relativement bon a été sélectionné comme matériau pour le moule de pulvérisation à l’arc.
② Résultats expérimentaux et analyse
A. Analyse des contraintes du revêtement
La clé de la fabrication d’un moule par pulvérisation d’arc consiste à former une coquille métallique d’une grande précision de reproduction, d’une certaine résistance et d’une certaine dureté sur la surface du modèle. Au cours du processus de pulvérisation, la coquille métallique ne peut pas être séparée du modèle trop tôt, et la coquille et le modèle ne peuvent pas être fortement déformés, sinon la coquille métallique ne peut pas refléter la forme réelle du modèle et le moule perdra de sa précision. Si la contrainte de cisaillement entre le revêtement métallique et la surface du modèle dépasse la résistance au cisaillement entre les interfaces, la coquille métallique se séparera du modèle.
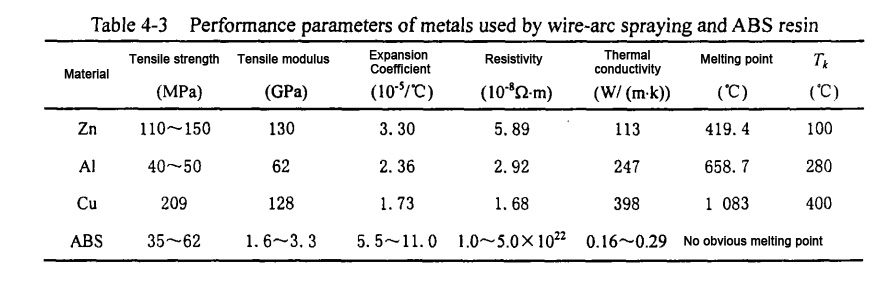
Les facteurs qui influencent la contrainte de cisaillement entre l’enveloppe métallique et le modèle comprennent principalement les propriétés mécaniques et thermophysiques du matériau de l’enveloppe métallique, la température de la surface du modèle pendant la pulvérisation et la différence de coefficient de dilatation thermique entre le revêtement métallique et le matériau du modèle [10]. Selon les connaissances en science des matériaux[11~13], les paramètres matériels pertinents des fils de Zn, A1, Cu et du plastique ABS sont indiqués dans le tableau 4-3.
Au début de la pulvérisation, les gouttelettes de métal en fusion sont projetées à grande vitesse par de l’air comprimé sur la surface du modèle à plus basse température, aplaties par impact pour former un revêtement, puis rapidement solidifiées et refroidies à une vitesse de 105℃/s~106℃/s [10]. Pendant le processus de solidification et de refroidissement, le retrait de refroidissement du revêtement métallique est fixé par la surface du modèle, et il est donc soumis à une forte contrainte de traction.
Lorsque la température diminue, la déformation du revêtement métallique passe d’une déformation principalement plastique à une déformation principalement élastique, et la contrainte résiduelle du revêtement est principalement causée par la déformation élastique. La plage de température de transition élastique-plastique est représentée par Tk[14]. À ce moment-là, la contrainte de rétraction et la contrainte du revêtement métallique sont :

Où : ΔT – différence de température entre le point de fusion et la température ambiante du métal
Α – coefficient de dilatation du revêtement métallique ;
E – module d’élasticité ;
T0 – température de la surface du modèle.
La température de la surface du modèle augmente au fur et à mesure que la pulvérisation progresse. En supposant que la température de la surface du modèle est maintenue à 60℃ pendant le processus de pulvérisation suivant, les résultats de calcul de la déformation et de la contrainte des différents revêtements métalliques sont présentés dans le tableau 4-4.
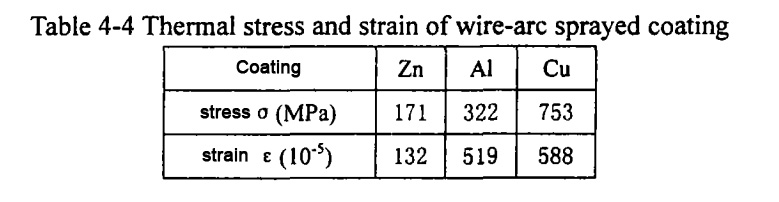
Le tableau ci-dessus montre qu’à mesure que le point de fusion du matériau augmente, la contrainte thermique et la déformation thermique générées par le revêtement métallique au cours du processus de dépôt augmentent. En général, le module d’élasticité du métal diminue à mesure que la température augmente [15], et la contrainte interne réelle du revêtement métallique est inférieure à la valeur calculée. À haute température, le fluage du métal compense une partie de la déformation élastique. Dans le même temps, les résultats de la contrainte thermique calculée pour des matériaux tels que n, Al, Cu (en particulier Al et Cu) sont supérieurs à la résistance à la traction du matériau, ce qui provoquera un grand nombre de microfissures dans le revêtement [16] pour évacuer la majeure partie du stress interne.
Après l’arrêt de la pulvérisation, pendant le processus de refroidissement naturel du revêtement métallique et du modèle à la température ambiante (20°C), étant donné que le coefficient de dilatation thermique du revêtement métallique est inférieur au coefficient de dilatation thermique du modèle en plastique ABS, la contrainte interne du revêtement métallique sera partiellement compensée par le rétrécissement du modèle. La contrainte interne du revêtement lorsqu’il est refroidi à la température ambiante peut être calculée à l’aide de la formule suivante :

Où : ER – module d’élasticité du plastique ABS :
αR- coefficient de dilatation thermique du plastique ABS :
K – coefficient de relâchement de la contrainte.
La déformation résiduelle du revêtement est donc la suivante
ε= σ/E (4-4)
En supposant que 90% de la contrainte interne du revêtement par pulvérisation métallique est libérée à 60°C, la valeur moyenne du coefficient de dilatation thermique et du module d’élasticité du plastique ABS est prise pour le calcul. Les résultats du calcul de la contrainte interne résiduelle et de la déformation de chaque revêtement métallique pulvérisé à température ambiante sont présentés dans le tableau 4-5.
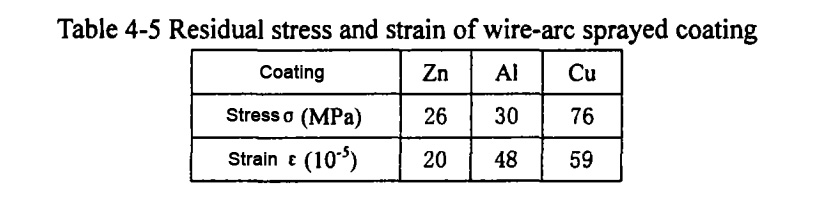
Les résultats du tableau 4-5 montrent qu’une fois refroidi à la température ambiante, même si 90 % de la contrainte interne du revêtement métallique est libérée par le fluage et les microfissures, et partiellement compensée par le retrait du modèle, le revêtement métallique à point de fusion élevé présente toujours une contrainte interne résiduelle importante. Avec le dépôt continu de métal, les revêtements déposés successivement se contraignent les uns les autres, ce qui rend plus difficile pour le revêtement de libérer la contrainte interne en générant des microfissures, et la contrainte interne résiduelle est plus importante à ce moment-là. La contrainte interne résiduelle agit entre le revêtement métallique et le modèle pour former une contrainte de cisaillement. Si cette contrainte de cisaillement dépasse la résistance au cisaillement entre les interfaces, le revêtement se décollera et se déformera.
En résumé, pendant le processus de pulvérisation, sous l’effet du retrait thermique, il y a une forte contrainte de cisaillement entre le revêtement métallique et l’interface du modèle, ce qui entraîne une déformation plastique du modèle et du revêtement métallique d’une part, et une séparation du revêtement métallique et du modèle due à la déformation élastique d’autre part, affectant la précision du moule de pulvérisation à l’arc. En outre, plus le point de fusion du matériau de pulvérisation est élevé, plus la contrainte de cisaillement est importante et plus l’impact sur la précision du moule est grand. L’utilisation de matériaux à point de fusion élevé est également susceptible de brûler la surface du modèle, ce qui affecte la finition de la surface du moule.
Par conséquent, du point de vue de la contrainte, le matériau du moule de pulvérisation à l’arc doit être choisi parmi les métaux à faible point de fusion tels que le Zn et l’A1, afin d’obtenir un revêtement avec une contrainte interne plus faible. Toutefois, les propriétés mécaniques des métaux à bas point de fusion n’étant généralement pas élevées, les moules de pulvérisation à l’arc sont principalement utilisés pour la production d’essais de produits.
B. Analyse expérimentale des propriétés mécaniques des revêtements.
Il est difficile d’obtenir d’excellentes propriétés mécaniques et d’excellentes contraintes internes pour le revêtement obtenu en utilisant uniquement des moules de pulvérisation à l’arc avec Zn, A1, Cu et d’autres matériaux métalliques. Afin d’améliorer les propriétés mécaniques du moule, si l’on considère que les fils de Zn et d’AI sont alimentés simultanément pour la pulvérisation à l’arc, le revêtement obtenu doit être différent du revêtement de Zn ou d’AI pur. Par conséquent, des fils de Zn, A1, Cu et Zn-AI ont été pulvérisés à l’arc avec les paramètres de processus indiqués dans le tableau 4-2, et leur résistance à la traction, leur dureté, leur densité et leur aptitude au traitement par pulvérisation ont été étudiées et comparées. Les résultats expérimentaux sont présentés dans le tableau 4-6.
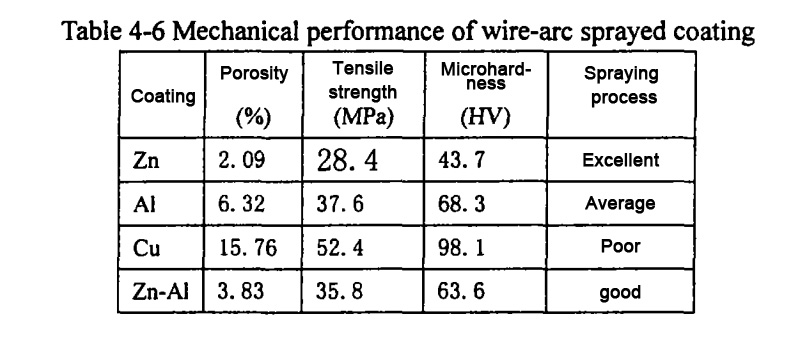
D’après le tableau ci-dessus, nous pouvons voir que le revêtement Zn a la structure la plus dense et la meilleure aptitude au traitement par pulvérisation, mais la résistance et la dureté les plus faibles ; le revêtement Cu a la résistance et la dureté les plus élevées, mais la structure la plus lâche et la pire aptitude au traitement par pulvérisation ; en comparaison, la densité du revêtement pseudo-alliage Zn-A1 est nettement supérieure à celle du revêtement A1, sa dureté est supérieure à celle du revêtement n et proche de celle du revêtement A1, et sa maniabilité par pulvérisation est bonne.
Étant donné qu’aucune nouvelle phase n’apparaît après la pulvérisation à l’arc, la résistance et la dureté du revêtement métallique par pulvérisation dépendent des propriétés mécaniques du matériau métallique lui-même et de la structure organisationnelle du revêtement. Le Zn a un point de fusion bas. Pendant le processus de pulvérisation, l’effet de métallisation est bon et les gouttelettes de métal sont déposées uniformément et finement sur la surface du modèle, de sorte que le revêtement résultant a une densité élevée. A1 a un point de fusion élevé. Pendant la pulvérisation, les gouttelettes plus grosses ne s’aplatissent pas facilement lorsqu’elles se déposent sur la surface du modèle, et il est facile de former des éclaboussures.
La liaison entre les revêtements n’est pas serrée et le revêtement est relativement lâche. Le revêtement en pseudo-alliage Zn-AI est un mélange mécanique de phases Zn et A1. Étant donné que les fils sont alimentés simultanément et que les diamètres des fils sont les mêmes, le rapport volumique de Zn et A1 dans le revêtement est de 1:1 et le rapport pondéral est proche de 3:1. Les fines gouttelettes de Zn à haut degré d’atomisation peuvent combler les plus grands espaces formés par les éclaboussures d’AI. Par conséquent, l’organisation du revêtement en pseudo-alliage Zn-A1 est dense, proche de celle du revêtement Zn.
Il a également été constaté au cours du processus de pulvérisation que si le fonctionnement du processus n’est pas correct, le revêtement A1, en particulier le revêtement Cu, est sujet à la déformation et à la fissuration, ainsi qu’à la séparation du modèle. Si du cuivre est pulvérisé à l’arc sur le prototype rapide en papier LOM, le revêtement ne peut pas être déposé du tout et la surface du prototype sera brûlée ou même mise au rebut en raison du décollement thermique. Le procédé de pulvérisation de Zn et de pseudo-alliage Zn-A1 est très bon. Le revêtement en pseudo-alliage Zn-A1 a une structure dense et sa résistance et sa dureté sont proches de celles du revêtement A1. Il s’agit d’un matériau de moulage par pulvérisation à l’arc avec de bonnes propriétés mécaniques globales.
4.Exemple de préparation de moule par projection à l’arc
Une fois le matériau du moule de projection à l’arc déterminé, le pseudo-alliage Zn-AI est pulvérisé à l’arc sur les prototypes FDM et LOM respectivement. Une fois la coque métallique déposée à une certaine épaisseur, elle est renforcée par un support en résine annulaire au dos, puis le prototype est retiré par dissolution. Le moule obtenu est illustré à la figure 4-1. On peut voir que le revêtement en pseudo-alliage Zn-A1 obtenu est dense, a une grande précision de réplication, a une certaine résistance et dureté, et l’ensemble du processus de moulage est rapide et peu coûteux, ce qui convient au développement et à la production d’essai de nouveaux produits.
Résumé de ce chapitre
FrançaisEn analysant l’influence des principaux paramètres du processus de pulvérisation à l’arc sur les performances du revêtement, combinés à des expériences, les paramètres de processus optimisés adaptés à la pulvérisation de fils Zn, A1, Cu sont trouvés.
Les tests de pulvérisation de métal unique Zn, Al, Cu et de pseudo-alliage Zn-Al ont été réalisés avec des paramètres de processus optimisés, et les propriétés mécaniques de chaque revêtement ont été testées et comparées : la contrainte interne du revêtement causée par le retrait thermique du revêtement métallique pendant la pulvérisation à l’arc a été analysée, la contrainte interne de différents revêtements a été calculée et comparée, et combinée aux propriétés mécaniques de chaque revêtement, il a été conclu que le revêtement en pseudo-alliage Zn-A1 est adapté au moulage par pulvérisation à l’arc.
La pulvérisation à l’arc de pseudo-alliage Zn-Al a été réalisée sur des prototypes rapides FDM et LOM, et des moules avec des revêtements denses, une précision de réplication élevée, une certaine résistance et dureté ont été obtenus, mais ne pouvaient toujours pas répondre aux exigences de la production de masse, prouvant que le moulage par pulvérisation à l’arc est une méthode de moulage rapide efficace et peu coûteuse adaptée au développement de nouveaux produits et à la production d’essai.
Référence
- [1] Zeng Guiyu, Yan Shuqun. Recherche sur la technologie de projection de fil à arc. Hunan Metallurgy, 2000, (1) : 3~8
- [2] Du Xiaohong. Développement et application de la technologie de projection à l’arc en Chine. Surface Technology, 2000, 29(5) : 21~24
- [3] Wang Hangong. Technologie de pulvérisation à arc supersonique. Pékin : National Defense Industry Press, 1999. 4~5
- [4] Liu Xianjun, Xu Binshi, Ma Shining, etc., Application de la technologie de projection à l’arc à la fabrication de moules en plastique. Mold Technology, 1996, (6): 25~30
- [5] Song Baotong, Yu Linqi, Wei Shuling, Recherche et application de la technologie de fabrication de moules par projection à l’arc, Usinage électrique et moules, 2000, (1): 39~41
- [6] Wen J. Procédé de projection à l’arc supersonique. Proc. de l’ITSc(J). Kobe, 1995. 317~320
- [7] François Peres, Arthur Mofakhami. Outillage rapide à partir de prototypes : la méthode de fabrication de moules par pulvérisation à froid, SPIE, 1998, Vo13517 : 79~90
- [8] Qian Bibo, Pan Xiaohong, Cheng Yaodong, etc., Technologie de prototypage rapide et son application à la fabrication de moules. Recherche et application mécaniques, 1998, 11
- [9] Zou Guolin, Recherche sur la précision de la modélisation par dépôt de fil fondu et la technologie de fabrication rapide de moules (thèse de doctorat). Dalian : Université de technologie de Dalian, 2002
- [10] Wang Yiqing, Zhao Wenzhen et al. Recherche sur les performances des matériaux de moulage par projection à l’arc, Génie mécanique de Chine, 2000, 11(10): 1112~1115
- [11] Zeng Zhengming. Manuel pratique de technologie des matériaux d’ingénierie, Beijing : Machinery Industry Press, 2001.3
- [12] Dong Junguo. Manuel pratique des matériaux. Pékin : Presses de l’industrie métallurgique, 2000
- [13] An Jiru, Manuel des matériaux métalliques courants en Chine et à l’étranger. Xi’an : Presse universitaire Xi’an Jiaotong, 1990.7
- [14] Chen Guozhen, Xiao Keze, Jiang Buju. Manuel des défauts de fonderie et des contre-mesures. Pékin : Machinery Industry Press, 1996.177
- [15] Société chinoise des métaux, Société chinoise des métaux non ferreux, Manuel des propriétés physiques des matériaux métalliques. Pékin : Presses de l’industrie métallurgique, 1987.58
- [16] Tobe S. Macro- et micro-contraintes dans un revêtement pulvérisé au plasma et son comportement en termes de contrainte et de déformation. Actes de la 7e Conférence nationale sur la pulvérisation thermique, 1994, Boston, Massachusetts : 693~697