




Our Mold Making Process Step By Step
Mold production involves multiple engineering and manufacturing stages to ensure accuracy, durability, and long term performance. RuiYi Industrial Manufacturer follows a structured process that helps deliver reliable molds while maintaining strict quality standards throughout production.
Drawings Receiving


DFM Check


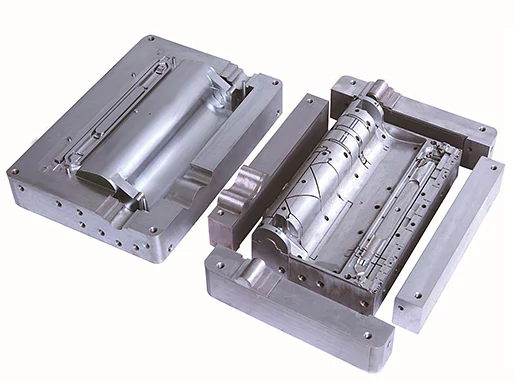
Materials Preparation


EDM Machining


Wirecut Machining


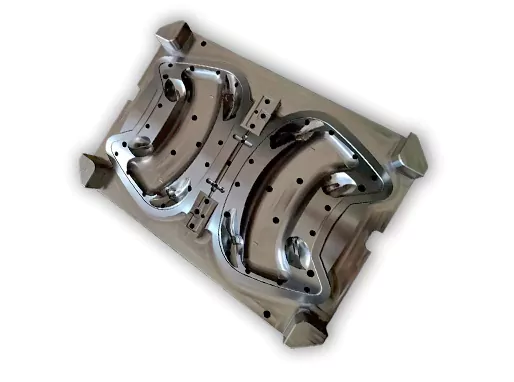
CNC Machining


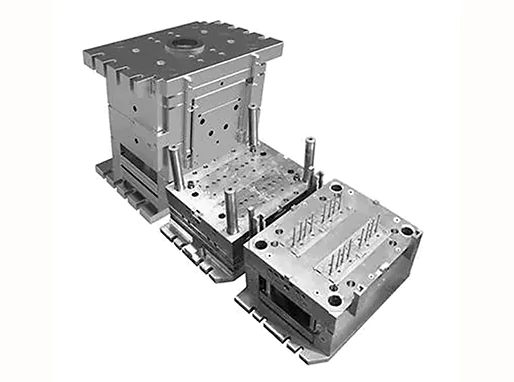
Mold Fitting


Core Fitting


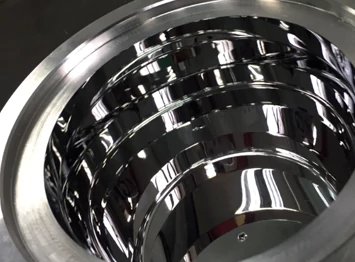
Mold Polishing

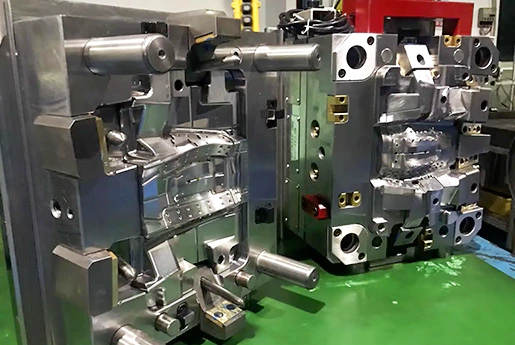
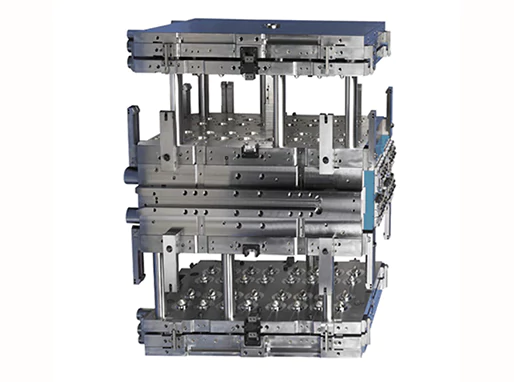
Mold Fabrication


Mold Trial


Customer Confirm