
Tool path planning and dynamics simulation in 5-axis CNC machining
Five-axis CNC machining is an effective means of efficiently machining complex parts in the fields of aviation, aerospace, energy and national defense, and is a breakthrough in improving manufacturing technology. Starting from the advantages of five-axis CNC machining, describes tool path planning, geometry-mechanics integrated simulation and dynamics simulation, focusing on the recent research progress on tool axis direction optimization based on accessibility, third-order point contact and line contact forming tool position planning, tool envelope surface analytical solution and machining process stability analysis, analyzes the existing problems, and looks forward to future development trends.
Traditional three-axis CNC machining completes part machining by controlling the tool’s translation. Five-axis CNC machine tools are composed of three-axis machine tools with two rotational degrees of freedom. Five-axis CNC machine tools can be placed in any direction within the workspace using these two rotational axes. The advantages of five-axis CNC machining are mainly achieved by controlling the tool axis direction, which is specifically reflected in the following aspects:
While five-axis CNC machining has the above advantages, it also brings new challenges. Due to the introduction of rotational motion, the tool axis posture is more flexible. It is difficult to intuitively imagine the movement of the tool relative to the workpiece in the machine tool coordinate system, which increases the difficulty of tool path planning. In addition, the feed speed of each point on the tool is not the same, and the machining conditions change instantaneously, making the cutting force prediction and dynamic problems more complicated. Current research work is mainly reflected in three aspects[1]: tool path planning, geometric-mechanical integrated simulation of the machining process, and dynamic simulation, as shown in Figure 1. Tool path planning generates the tool motion trajectory relative to the workpiece based on the part model, machining plan, and error requirements.
(1) Changing the tool axis direction can avoid interference between the tool and the part, and achieve the machining of complex curved surface parts such as integral impellers and propellers;
(2) By adjusting the tool axis direction, the tool geometry and workpiece surface can be better matched, the effective cutting width can be increased, and efficient machining of large open curved surface parts can be achieved;
(3) Controlling the tool axis direction can improve machining conditions. For example, when machining areas with large curvature such as the root of the impeller, only small-radius tools with low stiffness can be used. Choosing a reasonable tool axis direction can shorten the tool overhang. Controlling the tool axis direction can also control the area where the tool participates in cutting, reduce cutting force and tool wear, and improve the quality of the machined surface.
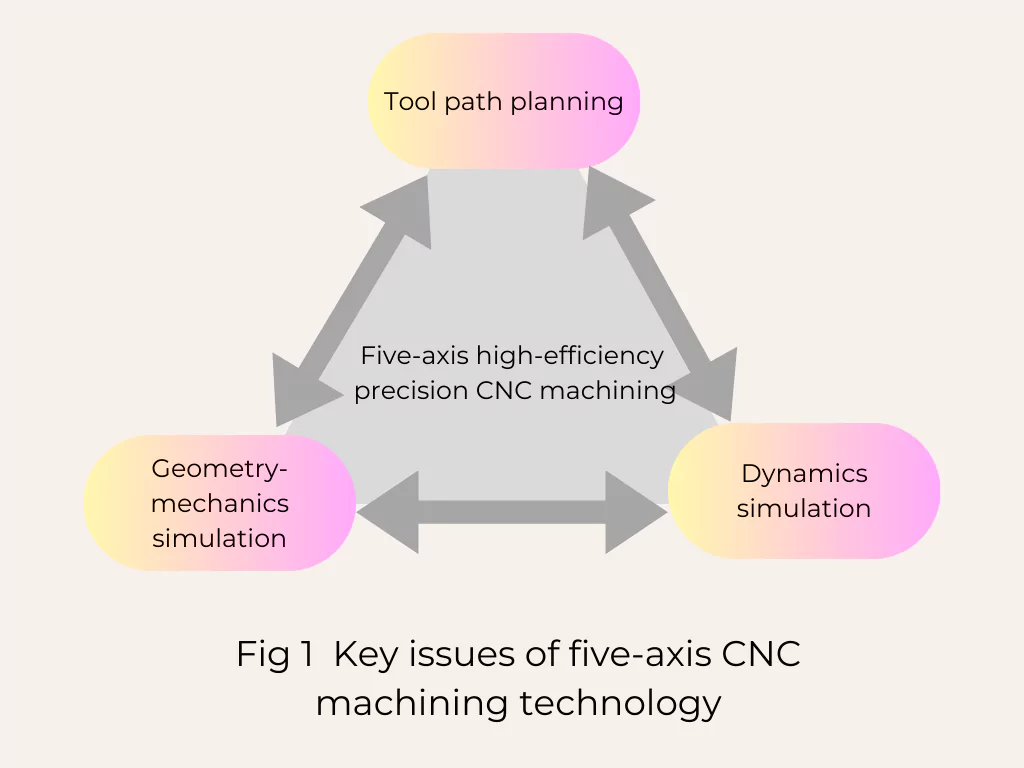
The generated tool path has a decisive role in machining quality and machining efficiency and is the basis for the geometric-mechanical integrated simulation of the machining process. The geometry in geometric-mechanical integrated simulation refers to the cutting geometry between the tool and the workpiece during the material removal process. Integrated simulation refers to the integration of cutting geometry and cutting force models to predict the dynamic cutting force during the machining process.
It is the basis for planning feed rates based on cutting force, predicting and compensating tool and workpiece deformation, and can also provide mechanical information for dynamic simulation. Dynamic simulation is the process of predicting the stability of the machining process and the surface morphology of the workpiece based on the cutting force and the dynamic characteristics of the machine tool-tool-workpiece system. It is the basis for optimizing process parameters and tool paths according to the dynamic characteristics of the machining process.
Internationally, a lot of theoretical and applied research has been conducted on five-axis CNC machining. Currently, there are general CAM software (such as UG and Catia), special CAM software (such as Max for machining impellers and TurboSoft for machining blades), and dynamic simulation software (such as CutterPro). In 2001, the European Union launched the “Flamingo (flank milling optimization)” project and jointly studied efficient side milling methods with famous companies and universities such as SNECMA, Rolls Royce, and Dassault Systèmes. United Technologies Corporation, Pratt & Whitney, and Concepts NREC have been studying five-axis efficient precision machining technology. China has also developed software such as Kaimo, 5BDM, and DynaCut, but it is still in its infancy in theoretical research and application.
Current commercial software provides a wealth of strategies for tool path planning and simulation, but it is still imperfect in terms of intelligence, processability, and computational efficiency. For example, the tool axis direction control strategy mainly relies on the input of programmers, and it is difficult to automatically optimize the tool axis direction to simultaneously meet the requirements of interference avoidance, wide-line processing, overall smoothness of tool paths, and shortening tool length. In terms of dynamics simulation, it mainly targets three-axis CNC machining, and there is an urgent need for cutting force and cutting process dynamics modeling and simulation for five-axis high-speed machining.
1. Tool path planning
Tool path planning is the core technology of CNC programming. The biggest difficulty in tool path planning for efficient five-axis machining of complex surfaces is that in addition to satisfying geometric constraints, it is also necessary to consider the dynamic characteristics and physical factors during the machining process. Especially for workpieces made of difficult-to-machine materials, dynamic characteristics and physical factors largely determine the machining efficiency and quality, and must be considered in the tool path planning stage. When planning the tool path, it is necessary to expand the effective cutting area of the tool and improve the process conditions by adjusting the tool axis direction while ensuring no interference.
1.1 Interference Avoidance
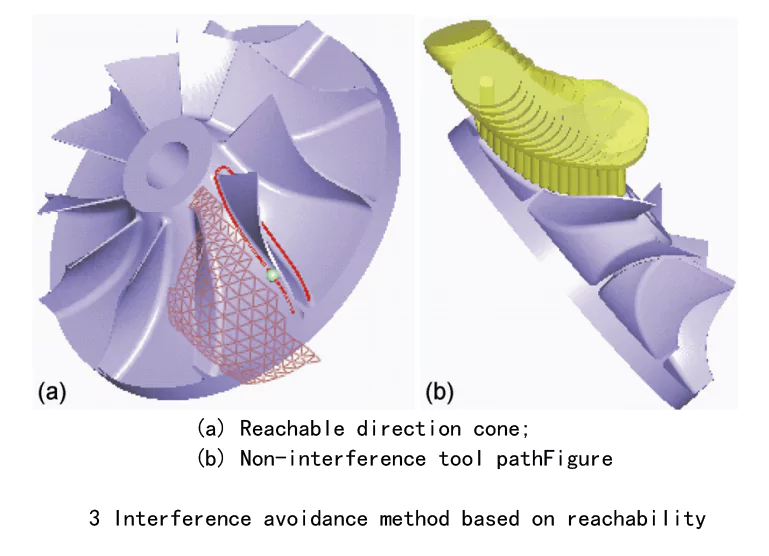
Interference avoidance is the geometric constraint that needs to be considered first when machining complex curved parts. The current non-interference tool path planning methods can be divided into planning methods based on generation and detection and planning methods based on accessibility. Generation and detection refers to generating the tool path first and then detecting interference, and avoiding interference by adjusting the tool axis direction, as shown in Figure 2; while the tool path planning method based on accessibility directly generates non-interference tool paths in the accessible space, as shown in Figure 3.
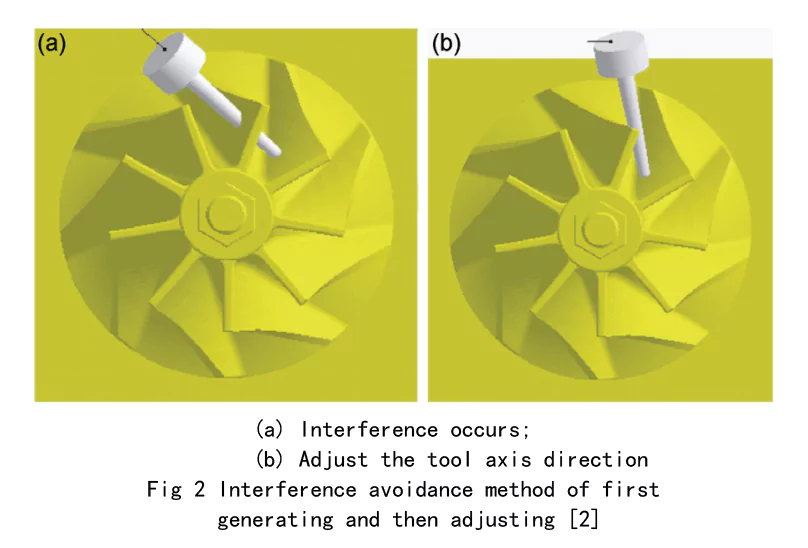
The work of the generate-before-detect method focuses on interference checking and tool axis direction adjustment. There are usually tens of thousands or even hundreds of thousands of tool position points in an NC program. Interference checking often takes a lot of computing time and resources, so the research focuses on improving the efficiency of global interference checking[2,3]. When machining complex parts, the generate-before-detect method often requires repeated interference checking and tool axis direction adjustment. In this process, geometric constraints are mainly considered, and it is difficult to optimize the tool axis direction according to process requirements.
The planning method based on reachability first calculates the reachable direction cone of the tool at the discrete tool contact point and then plans the tool path in the reachable direction. The advantage of this method is that it can directly judge the machinability of the part, reduce or even avoid repeated adjustment and detection of the tool path, and thus optimize the tool path in the tool interference-free space. For example, the tool axis direction can be optimized according to the kinematic performance of the machine tool, overcoming the difficulty of avoiding global interference when optimizing the tool axis direction. However, when machining complex parts, the obstacle model is often composed of hundreds of thousands or even hundreds of thousands of polygons. Calculating the reachable tool axis direction often requires huge computing resources and time. Therefore, the focus of the research is on how to quickly calculate the reachable direction cone of the tool, mainly including the C (configuration space) space method.[4,5] and the visible cone method [6~10]. The key to the C-space method is how to quickly map the obstacle surface to the C-space, and computational efficiency is the main problem of this type of algorithm.
The calculation results of Wang et al. [5] show that when the obstacle model contains 10,000 triangles, even if the interference check of the tool holder is not considered, the time for calculating the reachable direction cone will reach 1190.33 minutes. To improve the calculation efficiency, the tool radius is ignored first, and the tool is abstracted as a ray starting from the tool position point. The reachability problem is transformed into a visibility problem. The authors of this paper [6,7,8] used the C-space method to describe the tool visibility cone, and proposed three strategies to improve the speed of visibility cone calculation using the hidden removal algorithm in graphics, and proposed a surface manufacturability analysis method based on the visibility cone. However, visibility does not consider the radius of the tool and the tool holder but is only a necessary condition for the tool to have no interference. Therefore, time-consuming post-processing is required for accurate interference checking [9]. If the machining surface and the interference check surface are offset by equal distances, the reachability problem of the ball-end tool can be equivalent to the visibility problem [10].
However, the calculation of the resulting equal distance surface is a complex task, and this method still cannot accurately consider the radius of the tool holder. It is only applicable to ball-end tools. Therefore, it is difficult to have a universal application. The authors of this paper [11,12] generalized the concept of a traditional visibility cone and proposed a method for efficiently calculating the global reachable direction cone of the tool, which has an approximately linear time complexity. For the flat-bottom milling cutters and circular milling cutters commonly used in industry, the unique tool position point can generally be determined according to the tool contact point, the direction of the surface normal, and the tool axis direction.
When the tool position point is observed in the opposite direction of the tool axis direction, the global reachability problem of the tool can be equivalent to the complete visibility problem of a set of disk surfaces and cone surfaces. The occlusion query function in the graphics card (GPU) can be used to quickly detect the complete visibility of the disk and cone surfaces, and then determine the complete reachability of the tool. Table 1 compares the calculation time of the three algorithms. It can be found that when the number of triangles and the number of tool axis directions of the input obstacle model are more than 10 times that of the algorithm in the literature [9], the calculation time of the GPU-based algorithm is only 2% of the algorithm in the literature [9], and the average calculation time of a single tool position is less than 2‰ of the algorithm in the literature [9]. Even if the number of input triangles is 10 times greater than that in reference [3], the average detection time of a single tool position based on the GPU algorithm is less than 3% of that in the algorithm in reference [3].

1.2 Processing efficiency
Ball-nose cutters are still widely used in five-axis CNC machining. Ball-nose cutter machining tool position planning is simple, but the efficiency is relatively low. By adjusting its position and attitude, non-ball-nose cutters can make the tool contact point within the strip area near the trajectory line. The tool envelope surface fully approximates the theoretical design surface, thereby significantly increasing the processing bandwidth under a given accuracy, and fully utilizing the potential of five-axis machine tools when processing flat and open curved surfaces, which has become a hot research topic in recent years. Research work mainly focuses on the end milling of flat bottom cutters and ring cutters and the side milling of cylindrical cutters and conical cutters. End milling relies on point contact forming, and high material removal rates can be obtained by increasing the effective cutting area of the tool. Improve processing efficiency and line contact forming is used in side milling processing to directly realize wide line processing.
The forming principle of five-axis CNC machining is the single-parameter surface family envelope principle. The actual machining error is the normal error of the tool envelope surface relative to the workpiece surface. Since the tool envelope surface can only be calculated after all tool positions are determined [13,14], how to consider the deviation between the tool envelope surface and the workpiece surface when planning a single tool position is a very critical issue, which is directly related to the accuracy of tool position calculation. Due to the difficulty and complexity of the operation, most literature has adopted approximate simplified processing [15], converting the tool position planning into an optimization approximation problem between the tool surface and the workpiece surface under a single tool position. The various tool position optimization models given cannot truly reflect the actual machining process, and the existing methods are only suitable for tool position calculation of a certain surface or a certain tool. There is still much room for improvement in terms of versatility, operability, stability, and machining accuracy.
For end milling, Wang Xiaochun et al. [15,16,17] successively studied the tool position planning problem from the perspective of high-order contact between the tool envelope surface and the design surface at the tool contact point. Wang Xiaochun et al. [15] proposed the osculating curvature method for concave disc milling cutters. In the normal section perpendicular to the feed direction, the envelope surface formed by the tool tip trajectory circle and the normal section of the theoretical surface has the same 1-3 order derivatives, thereby increasing the processing bandwidth of each pass while maintaining accuracy. Rao et al. [16] discussed the curvature matching of the design surface and the tool envelope surface and proposed a method to eliminate local interference in the five-axis machining of free-form surfaces with flat bottom cutters. Both of the above methods are based on the local approximate model of the tool envelope surface for tool position optimization, but are only applicable to disc milling cutters or flat-head cutters, and cannot be extended to other types of tools.
Gong et al. [17] established a model to describe the relationship between the tool surface, tool envelope surface, and design surface. The principle and method of the tool envelope surface approximating the design surface in the sense of band closeness are proposed. This method applies to general rotary tools, but it is based on the second-order local reconstruction of the tool envelope surface. It can only achieve second-order contact between the tool envelope surface and the workpiece surface.
For five-axis machining, third-order contact between the two can be achieved in theory, so the second-order model fails to give full play to the potential of five-axis linkage machining. The theoretical models of these methods are also incompatible with each other, and all of them convert the contact conditions into equations, and then strictly calculate the tool position that meets the contact conditions. However, in practical applications, due to the complexity of the tool and the design surface, as well as the existence of non-interference constraints, machine tool workspace constraints, and tool path smoothness constraints, accurate high-order contact machining is often impossible to achieve.
The authors of this paper [18,19] studied the geometric characteristics between two line contact surfaces. The basic condition of the tool envelope surface is that it is in line contact with the tool surface and the design surface along the feature line and the tool contact trajectory line respectively. The local reconstruction principle of the rotary tool swept envelope surface was proposed.
A mathematical model for reconstructing the local third-order approximate surface of the tool envelope surface from a single tool position was established, and the third-order differential relationship between the tool surface, the tool envelope surface, and the design surface in the neighborhood of the tool contact point was characterized. On this basis, a new tool position planning method for non-ball-end tool wide-line five-axis CNC machining of free-form surfaces was proposed – the third-order contact method. This method optimizes the rake angle and roll angle of the tool so that the tool envelope surface and the design surface achieve third-order contact at the tool contact point.
It is suitable for any rotary surface tool, any designed surface, and various processing methods, and can naturally handle various geometric and kinematic constraints. A circular cutter with a center circle radius of 10 mm and a parent circle radius of 2.5 mm was used to machine a spiral surface. When the machining error is limited to 0.005 and 0.01 mm at a certain tool contact point, the machining bandwidths of the three tool positions (ball-end tool first-order contact, circular tool second-order, and third-order contact) are shown in Table 2. It can be seen that the third-order contact machining achieves the local optimal approximation between the tool envelope surface and the design surface, and significantly improves the machining efficiency even compared with the second-order contact machining.

For side milling, Lartigue et al. [20] first studied the tool position optimization problem from the perspective of controlling the overall error. By adjusting the axis trace surface, the tool envelope surface was made to approach the design surface in the least squares sense. However, the error measurement they adopted was simplified to a certain extent. For column tool processing, Gong et al.[21] applied the isometric inclusion principle to transform the problem into the least-squares approximation problem of the isometric surface of the axis trace surface to the design surface.
This method is not limited to the size of the local error but focuses on controlling the approximation error of the tool surface family envelope to the design surface as a whole, so it is called the overall optimization method. Although the least squares surface fitting can directly follow the relevant theories and methods of surface inversion, which is easier to implement from a computational perspective, it does not meet the contour error evaluation criteria recommended by ISO and ANSI standards. Moreover, these two methods cannot handle the no-overcut constraint and are not suitable for semi-finishing planning. In addition, the basic problems such as the analytical description of the normal error between the envelope surface and the design surface and the influence of the change in the axis trace surface shape on the normal error have not been well solved.
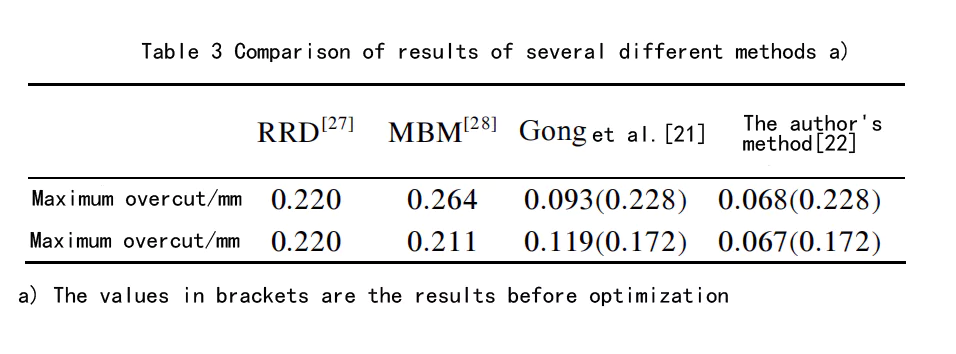
The authors of this paper [22,23] attributed the overall optimization problem of the tool path for side milling with a cylindrical cutter to the problem of the best consistent approximation of the tool envelope to the design surface, defined the point-axis trace surface normal error function, and derived its first-order gradient and second-order sea-color matrix expressions for the axis trace surface shape control parameters. On this basis, an efficient discrete point cloud axis trace surface approximation algorithm was constructed and applied to the side milling of non-developable ruled surfaces. The geometric accuracy was improved by more than 30% compared with the existing international methods, and the overcutting constraint could be handled naturally. The comparison results are shown in Table 3[27,28]. This method utilizes the geometric property that the cylindrical cutter envelope surface and its axis trace surface are equidistant from each other, so it cannot be extended to the case of conical cutters.
In some applications, a conical cutter can achieve small radius cutting at the end while ensuring rigidity, thereby avoiding interference between the tool end and the workpiece and the difficulty of insufficient rigidity of a small radius cylindrical cutter. Therefore, the tool position optimization method for conical cutter side milling has attracted attention in recent years.
Based on the double-parameter spherical envelope representation of the tool envelope surface, the authors of this paper [24,25] proposed a method to directly calculate the normal error between the tool envelope and the design surface without constructing the envelope surface, and derived the first-order gradient expression of the normal error concerning the shape control parameters of the tool axis trajectory surface, revealing the influence of a small adjustment of the tool position on the overall approximation error between the design surface and the tool envelope surface.
On this basis, an optimal consistent approximation algorithm for the discrete point cloud of the tool envelope surface to the design surface based on derivative information was constructed, realizing the overall optimization of the tool path for five-axis side milling with a conical cutter. The relevant theories and methods are also applicable to the side milling planning of general rotary tools.
Taking the side milling of an impeller blade with a conical cutter as an example, the two boundary curves of the blade ruled surface are both third-order B-spline curves, and the bottom circle radius of the conical cutter is 6.25 mm, height 30 mm, and semi-cone angle 10°. 50×100 discrete points are uniformly selected on the ruled surface to be processed. The initial axis trace surface is generated by Chiou’s method [26]. At this time, the maximum overcut between the tool envelope surface and the designed surface is 0.0896 mm, and the maximum undercut is 0.0239 mm. After optimizing the axis trace surface, the maximum overcut and undercut are reduced to 0.0062 and 0.0061 mm, respectively. It can be seen that the overall optimization of the tool path significantly improves the geometric accuracy of the part.
1.3 Improvement of process conditions
High-speed machining places higher demands on the smoothness of tool paths and the overall rigidity of the machining system. The smoothness of the tool axis and the tool length affect the dynamic characteristics of the five-axis CNC machining process; different tool axis directions will also change cutting parameters such as the effective cutting speed and affect physical factors such as cutting force. These factors need to be integrated into tool path planning to improve process conditions.
(i) Smoothness in the tool axis direction. The smoothness in the tool axis direction has a direct impact on kinematic nonlinear error, machining efficiency, feed motion smoothness, and cutting conditions [29,30]. Therefore, the smoothness in the tool axis direction is an important indicator for evaluating tool paths. The measurement of tool axis smoothness can be defined in the machine tool coordinate system, the workpiece coordinate system, or the feed coordinate system, corresponding to the movement of the machine tool rotary axis, the change of the tool axis direction relative to the workpiece and the change of cutting conditions, respectively.
Most existing studies consider the metrics in the machine tool coordinate system. Kersting et al. [31] studied the method of smoothing the tool axis direction in the free C-space based on the metrics in the machine tool coordinate system. Castagnetti et al. [29] defined the metrics in the machine tool coordinate system with the smoothness of the rotary axis feed motion and the processing efficiency as the goal, and proved that the processing time can be significantly shortened after optimizing the tool axis direction.
The authors of this paper [11,12] studied the algorithm for overall smoothing of the tool axis direction in the tool axis feasible space. The algorithm takes into account the angular velocity constraints between adjacent tool positions and defines the overall smoothing problem of the tool axis direction as a constrained optimization problem in the discrete domain. The shortest path algorithm of the directed graph is used to solve the optimization problem to obtain the overall smooth tool path.
The method of measuring the smoothing tool axis direction in the workpiece coordinate system is mainly focused on NURBS tool path planning. Dassault [32] studied the method of using dual spline curves to describe the five-axis machining tool path and obtained a smooth tool axis direction through interpolation. Siemens’ 840D CNC system launched an interface that supports equidistant dual NURBS tool paths. The tool axis direction is a rational spline curve on a sphere, which ensures the smoothness of the tool axis direction.
The author of this article 1) [33] proposed a method for generating equidistant dual NURBS tool paths. Based on “point-line” kinematics, a dual quaternion hyperplane was introduced to describe the tool position space, and the “discrete tool position → continuous tool path” generation problem was converted into a plane interpolation curve design problem in the dual quaternion space. The B-spline curve was used to design a tool path in the form of rational motion expression, which can be easily converted into the expression of fixed-pitch dual NURBS curves.
The measurement in the feed coordinate system reflects the change in cutting conditions. Smoothing the tool axis direction according to the measurement in the feed coordinate system helps to achieve smooth cutting force. Ozturk et al. [34] analyzed the relationship between tool axis direction and cutting force for ball-end milling cutter processing and proved that tool axis direction has a significant impact on the processing quality of ball-end milling cutters.
The authors of this paper [30,35] proposed an algorithm for the overall smoothing of tool axis direction on the tool contact grid. The algorithm comprehensively considers three measurements in the workpiece coordinate system, the machine tool coordinate system, and the feed coordinate system. It can simultaneously ensure the overall smoothness of the tool axis direction along the feed direction and the adjacent row direction. Moreover, it only needs to calculate the tool reachable direction cone on the tool contact grid, which has high computational efficiency. Simulation shows that overall optimization of tool axis direction can improve processing efficiency, make the machine tool feed motion more stable, and is conducive to achieving smooth cutting force during processing.
(ii) Shorten tool length. The ability to process complex parts with shorter tools is an important advantage of five-axis CNC machining. Shortening the tool overhang length can improve the rigidity of the entire machining system. The shortest safe tool length is generally calculated during the CNC program simulation stage. For example, the CNC simulation software Vericut provides the function of calculating the shortest safe tool length in version 6.2. To calculate the shortest safe tool length during the simulation process, the tool path must be planned first. The safe tool overhang can only be calculated for the existing tool path. However, when machining complex parts, the shortest safe tool length is often determined by the tool axis direction. Therefore, the shortest safe tool length should be considered during the tool path planning stage.
How to consider the safe minimum tool length when planning the tool path for five-axis CNC machining has been less considered in existing research. Morimoto et al. [10] proposed an algorithm for adjusting the tool axis direction to shorten the tool length for fixed-angle machining of ball-end milling cutters. This method requires first finding the equidistant offset surfaces of the machined surface and the interference check surface and is too conservative when calculating the safe tool length. The authors of this paper [36] proposed a method for calculating the safe minimum tool length in the accessible direction based on GPU-based tool accessibility detection, providing an efficient tool safety length planning method for 3+2 CNC machining. On this basis, the tool path planning algorithm for five-axis linkage CNC machining with the shortest tool length as the goal was further explored [37,38]. Taking the non-interference of the tool path and the smoothness of the tool axis direction between adjacent tool positions as constraints, the tool length optimization problem was transformed into a constraint combination optimization problem, and an effective solution method was given.
2. Geometry-mechanics integrated simulation
Dynamic cutting force simulation is the basis of physical simulation and is widely used in the optimization of cutting parameters such as feed speed and spindle speed, prediction of cutting chatter, adaptive control of the machining process, monitoring of tool wear and damage, prediction of machining surface morphology, and analysis and compensation of machining errors. Geometry-mechanics integrated simulation predicts dynamic cutting force based on the instantaneous cutting conditions during material removal. It includes two aspects: cutting force coefficient and instantaneous cutting geometry. The cutting force coefficient is generally obtained by experimental calibration [39,40]. Therefore, the main work is tool scanning volume and tool-workpiece cutting geometry modeling.
2.1 Integration of geometric simulation and cutting force prediction
The key to modeling the swept tool body is to solve its envelope surface. For modeling the envelope surface of the swept tool body under five-axis motion, the commonly used methods are numerical methods [41], including the Jacobian rank loss method, the swept differential equation method, the implicit modeling method, and the Minkowski sum method. These methods require numerical solutions of high-order ordinary differential equations or transcendental equations, which are very computationally intensive. Chiou et al. [42] derived the solution formulas for the instantaneous characteristic lines of the annular cutter and the APT cutter composed of the upper and lower cone surfaces and the intermediate annular surface under five-axis linear interpolation motion. Du and Ye et al. [43,44] simplified Chiou’s results by introducing the instantaneous frame and rigid body velocity representation. Later, Chiou et al. [45] obtained the solution formulas for the instantaneous characteristic lines of the APT cutter under general space rigid body motion by introducing the instantaneous frame at the tool contact point. The above methods require point-by-point calculation of the points on the envelope surface, and the solution determination process is relatively complicated.
The authors of this paper [13,14] proposed two analytical expressions for the sweep surface of the cutting edge of a rotary tool:
(1) The cutting edge rotary surface of a conical cutter, a drum cutter, and a ring cutter is represented as the envelope surface of a single-parameter variable radius sphere family. The envelope surface of the swept volume and its unit external normal vector of the three types of tools in general spatial motion are derived using the double-parameter sphere family envelope theory;
(2) The analytical expression of the characteristic line of the swept envelope surface of an arbitrary rotary tool in general spatial motion is derived by applying the envelope condition and the velocity representation method of rigid body motion. The method has the advantages of not introducing an additional instantaneous frame and the formula is concise and clear.
The cutting geometry of the tool-workpiece is the basis of the five-axis machining milling force simulation. Currently, the commonly used cutting geometry modeling methods are mainly divided into three categories: solid modeling, analytical modeling, and discrete geometry modeling:
(1) Solid modeling method, Altintas et al. [46] used ACIS solid modeling tools to determine the instantaneous meshing state and cutting thickness of the conical milling cutter and the workpiece in five-axis side milling;
(2) Analytical modeling method, Elbestaw et al. [47,48] represented the blade curve as a NURBS curve, and determined the blade micro-element and instantaneous cutting thickness by calculating the intersection of the curve and the workpiece geometry;
(3) Discrete geometry modeling method, Jerard et al. [40] used the extended Z-buffer method to represent the workpiece geometry and calculated the instantaneous meshing area and instantaneous cutting thickness by the intersection relationship between the tool scanning body and the Z-buffer unit.
2.2 Feed rate planning undercutting force constraints
Based on the integrated geometry-mechanics simulation of the five-axis milling process, the feed rate can be optimized according to the cutting force. The feed rate optimization algorithms of current commercial CAM software are all based on volume analysis (also known as material removal rate). In this traditional method, the feed rate is usually set to be inversely proportional to the instantaneous material removal rate or to be an exponential function of the material removal rate. The two main disadvantages of this method are:
(1) Although the instantaneous material removal rate can reflect the magnitude of the cutting force to a certain extent, it cannot reflect the direction of the cutting force. Therefore, the feed rate optimization based on the material removal rate cannot reflect the nature of the cutting force;
(2) The magnitude of the cutting force generated by the feed rate planned by this method is difficult to keep constant.
Given the shortcomings of planning the feed rate based on the material removal rate, Bailey et al. [47,48] proposed a five-axis machining feed rate planning method based on the cutting force model. Erdem et al. [49] conducted a detailed comparative study on the two feed rate optimization strategies based on the cutting force model and the material removal rate model. The author of this article [50] proposed an offline planning method for the feed rate of five-axis CNC side milling with cutting force constraints:
Based on the cubic spline polynomial interpolation format of each axis of the machine tool, an optimization model is established with the time series between adjacent position points of each axis as the design variable, the minimum sum of the running time series between adjacent position points of each axis as the objective function, the speed, acceleration and jump limit of each axis as the constraint, and the maximum cutting force of the tool during cutting is less than the valve domain value as the constraint, and the global optimal algorithm is used to solve and obtain the optimal feed rate. This method is suitable for rough machining of free-form surfaces and semi-finishing machining of ruled surfaces or quasi-ruled surfaces.
3. Dynamics simulation of the machining process
The dynamics simulation of the five-axis milling process provides the time history data of process state variables for the process optimization of the machining process. The core work includes dynamic modeling, machining process stability analysis, and process parameter optimization.
3.1 Kinetic modeling
The structural dynamics model of the tool-workpiece system is divided into:
(1) Tool-workpiece coupling vibration model. For the processing of thin plate parts, Ratchev’s research group [51] proposed a thin plate-tool coupling vibration model based on FEM; Kovecses et al. [52] proposed a thin plate part milling vibration model based on analytical modeling. However, for the milling of thin shell parts, workpiece vibration models and tool-workpiece coupling vibration models are rarely seen in international journals.
(2) Workpiece-fixture contact dynamics modeling. Hu et al. [53] used a lumped parameter model to analyze the dynamic stability of the fixture under the framework of flexible multi-body dynamics; Kapoor et al. [54] studied the fixture-workpiece dynamic friction contact model and analyzed the influence of the dynamic effect on the processing performance; Rong et al. [55] established a fixture-workpiece contact model under the framework of FEM and completed the experimental identification of the contact stiffness matrix. On the other hand, Melkote et al. et al. [56] analyzed the influence of the workpiece-tool dynamic effect (the time-varying characteristics of the workpiece inertia, stiffness, frequency, etc. during the material removal process of the milling cutter) on the dynamic stability of the clamping process.
3.2 Process stability analysis
Based on the structural dynamics model of the tool-workpiece system, the current work on dynamics analysis of the milling process is mainly focused on chatter analysis. The chatter of the cutting process is divided into regenerative chatter, modal coupling chatter, etc. It is generally believed that regenerative chatter occurs before modal coupling chatter. The comparison of commonly used chatter stability analysis methods is shown in Table 4. Altintas et al. [57] used the Fourier expansion of the cutting force coefficient to give a milling chatter prediction model (ZOA method). Its accuracy depends on the cutting force change trend and the number of Fourier terms. It is very effective for multi-tooth tools and machining methods with large radial cutting depths but lacks sufficient accuracy for machining methods with few-tooth tools and small radial cutting depths. In recent years, Altintas’s group [58] has proposed a multi-frequency method that can be used to predict the stability of milling with small radial cutting depths. Bayly et al. [59] combined the analytical solution of tool-free vibration and the approximate solution of tool-workpiece contact process vibration to develop a time domain finite element method (TFEA) to predict milling system chatter.
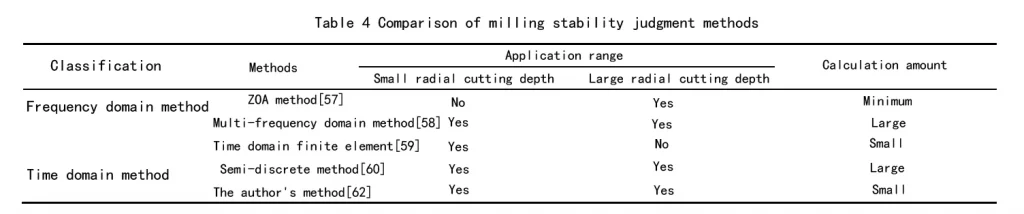
However, this method is mainly suitable for predicting the stability of milling with small radial cutting depths. However, there is a large error in the case of large radial cutting depth. Integer et al. [60] transformed the machining dynamics time-delay equation into a series of autonomous ordinary differential equations by discretizing the time-delay term and performing zero-order averaging on the periodic coefficient term, namely the so-called semi-discrete method, which can be used to predict the occurrence of chatter. Its accuracy depends on the discrete step length, and the amount of calculation is close to that of the multi-frequency method [61], which is much larger than that of the ZOA method. This method is a general method that applies to the prediction of milling stability for both large and small radial cutting depths.
The authors of this paper [62] proposed a fully discrete method for predicting milling stability based on a direct integration format. The response of a linear periodic single-delay system considering the regenerative effect is first expressed in an integral form. After the single period is discretized at equal intervals, the time-varying terms (including periodic coefficient terms, time delay terms, and state terms) in the Duhamel integral term in the response are synchronously linearly interpolated in each time interval. Based on this, a discrete dynamic system approximating the original continuous system is constructed, and the eigenvalues of the transfer matrix of the discrete dynamic system are obtained. According to the Floquet theorem, the stability of the system is determined by the size of the eigenvalue modulus.
This method is a general method suitable for high-precision prediction of milling stability with large and small radial depths of cut and has higher computational efficiency than the semi-discrete method because when scanning the “speed-cutting depth” parameter pair plane, there is no need to calculate the matrix exponential function in the cycle layer of scanning the cutting depth. The example shows that, under the premise of ensuring numerical accuracy, the computational efficiency of the fully discrete method for predicting the stability of a single-degree-of-freedom milling system can be improved by about 75% compared with the semi-discrete method. For two-DOF milling systems, the improvement can be about 60%.
3.3 Process parameter optimization
The work on chatter-free process parameter optimization is mainly focused on three-axis machining. Budak et al. [63] proposed a method to calculate the optimal axial and radial depth of cut under the target of maximum material removal rate without chatter. Altintas et al. [64] proposed an NC spindle speed and feed rate optimization method based on milling process simulation and chatter stability prediction. The existing stability prediction model and five-axis milling process parameter optimization are based on dynamic models with certain parameters. This method does not introduce the uncertainty of cutting system parameters into process parameter planning and cannot reflect the actual machining conditions. Therefore, the obtained process parameters are not the true optimal solution and may still cause chatter. The physical parameters and geometric parameters of the tool-workpiece structure contain many uncertainties, such as physical parameters such as elastic modulus and Poisson’s ratio, and geometric parameters such as workpiece thickness and other geometric dimensions. In the past, the uncertainty problem in milling was mostly studied from the control perspective [65], and the controller was designed to compensate for the errors in the cutting force model and the cutting force-feed nonlinear factors in the cutting process.
At present, there is little work on dynamic modeling of CNC milling processes with uncertain parameters in the world. The authors of this paper [66,67,68] proposed a robust optimization method for five-axis milling process parameters considering the uncertain parameters of the machining process. Taking into account the uncertain factors in the machining process, interval algebra was used to solve the upper and lower bounds of the milling chatter stability diagram and the upper and lower bounds of the tool dynamic response based on sensitivity analysis. A robust optimization model for process parameters was established, and the multi-objective optimization problem with uncertain parameters was transformed into a single-objective optimization problem with certain parameters for optimization and solution. Compared with the results of the certain parameter model, the results obtained by solving the robust optimization model ensure the stability of five-axis milling of complex surfaces.
4. Outlook
Five-axis CNC machining is an effective means of efficiently machining complex parts in the fields of aviation, aerospace, energy, and national defense, and is a breakthrough in improving manufacturing technology. The National Natural Science Foundation, the National Key Basic Research and Development Program, and major science and technology projects all list the basic theory and common technology of five-axis CNC machining as key research directions. Combining the major needs of the country and the forefront of manufacturing science, the future research directions of five-axis high-efficiency precision CNC machining are as follows:
(1) A complete dynamic simulation model of the CNC machining process.
Dynamic simulation is the theoretical basis for achieving efficient and precise machining. Current research focuses on some subsystems of the “machine tool-tool-workpiece-fixture” system. So far, there has been no report on a relatively complete “tool-workpiece-fixture” dynamic model, nor a detailed analysis of its dynamic response under micro-perturbations of process parameters on the quality of the final parts. For example, the existing ideas for vibration analysis of the machining process are all “structural dynamics”, that is, the coupling effect of the large-scale rigid body motion of the milling cutter and the vibration of the tool on the surface machining accuracy is ignored. In reality, due to the introduction of rotational motion, the tool performs variable feed motion relative to the workpiece in five-axis machining. According to the theory of “flexible multi-body dynamics”, the large-scale rigid body motion of the tool affects the small elastic deformation of the tool. To more accurately predict the surface morphology of the machined workpiece, it is necessary to first define the impact of this coupling effect on the surface machining accuracy.
(2) Design-processing-measurement integrated manufacturing method.
Considering the time-varying cutting conditions and many uncertain factors in five-axis machining, a single machining operation often cannot meet the high requirements of the product in terms of geometric accuracy and physical performance. The closed-loop machining mode integrating design-processing-measurement is an important means to solve this problem and is the frontier direction of digital manufacturing. It includes process planning and machining simulation, surface information acquisition and data analysis, quality evaluation, and surface redesign. Among them, the rapid in-situ measurement technology of physical performance and geometric morphology, the multi-source constraint surface redesign theory based on the inversion of mathematical physics equations, the accurate estimation method of the amount of material removed during compensation machining, and the five-axis machining process planning method considering the dynamic characteristics of the processing system and the physical constraints of the machining process are challenging topics.
(3) Multi-physics simulation method for five-axis milling forming process.
High-performance complex parts have higher requirements for surface quality. Multi-physics simulation of the forming process based on five-axis milling cutting force simulation has become a new research hotspot. It provides a theoretical basis for machining process control and process parameter optimization by quantitatively predicting the macro/micro performance of parts. Current multi-physics simulation is mainly aimed at turning and milling or three-axis CNC machining. How to achieve efficient physical simulation in five-axis CNC machining with time-varying cutting conditions is a challenging problem. Specific contents include digital description and quantitative characterization of the composite energy field in the manufacturing process; the influence of the process system and process parameters on the macro/micro performance of parts; quantitative prediction and regulation of complex physical behaviors in the manufacturing process; and new methods for machining process optimization and process control.
References:
- [1]Ding H, Xiong Y L. Computational manufacturing. Prog Nat Sci, 2002, 12: 8—16
- [2]Wang Q H, Li J R, Zhou R R. Graphics-assisted approach to rapid collision detection for multi-axis machining. Int J Adv Manuf Tech, 2006, 30: 853—863
- [3]Ilyushin O, Elber G, Halperin D, et al. Precise global collision detection in multi-axis NC-machining. Comput Aided Design, 2005, 37: 909—920
- [4]Morishige K, Takeuchi Y, Kase K. Tool path generation using C-space for 5-axis control machining. J Manuf Sci E-T ASME, 1999, 121: 144—149
- [5]Wang J, Roberts C A, Danielson S. Local and global accessibility evaluation with tool geometry. Comput Aided Des Appl, 2007, 4: 19—29
- [6]Yin Z P, Ding H, Xiong Y L. Visibility theory and algorithms with application to manufacturing processes. Int J Prod Res, 2000, 38: 2891—2909
- [7]Yin Zhouping, Ding Han, Xiong Youlun, Accessibility analysis method based on visibility cone and its application. Scientia Sinica E: Technological Sciences,2003, 33: 979—988
- [8]Yang W Y, Ding H, Xiong Y L. Manufacturability analysis for a sculptured surface using visibility cone computation. Int J Adv Manuf Tech, 1999, 15: 317—321
- [9]Balasubramaniam M, Laxmiprasad P, Sarma S, et al. Generating 5-axis NC roughing paths directly from a tessellated representation. Comput Aided Design, 2000, 32: 261—277
- [10]Morimoto K, Inui M. A GPU-based algorithm for determining the optimal cutting direction in deep mold machining. In: ISAM-IEEE Int Symp Assem Manuf, Michigan USA, 2007, 203—208
- [11]Ding Han, Bi Qingzhen, Wang Yuhan, et al. Planning method for smooth and non-interference tool path in five-axis CNC machining. China Intellectual Property Office, Patent Grant No.: ZL200710045183.9., 2007-08-23
- [12]Bi Q Z, Wang Y H, Ding H. A GPU-based algorithm for generating collision-free and orientation-smooth five-axis finishing tool paths of a ball-end cutter. Int J Prod Res, 2010, 48: 1105—1124
- [13]Zhu L M, Zheng G, Ding H. Formulating the swept envelope of rotary cutter undergoing general spatial motion for multi-axis NC machining. Int J Mach Tool Manu, 2009, 49: 199—202
- [14]Zhu L M, Zhang X M, Zheng G, et al. Analytical expression of the swept surface of a Rotary cutter using the envelope theory of sphere congruence. J Manuf Sci E-T ASME, 2009, 131: 44—56
- [15]Wang Xiaochun, Wu Xutang, Li Yanbin. Osculating curvature method: a new concept in free-form surface machining. Journal of Xi’an Jiaotong University, 1992, 26: 51—58
- [16]Rao A, Sarma R. On local gouging in five-axis sculptured surface machining using flat-end tools. Comput Aided Design, 2000, 32: 409—420
- [17]Gong H, Cao L X, Liu J. Second-order approximation of tool envelope surface for 5-axis machining with a single point contact. Comput Aided Design, 2008, 40: 604—615
- [18]Zhu L M, Ding H, Xiong Y L. Third Order Point Contact Approach for Five-Axis Sculptured Surface Machining Using Non-ball End Tolls-Part I: Third Order Approximation of Tool Envelope Surface. Sci China Ser E-Tech Sci,2010,53:1904—1912
- [19]Zhu L M, Ding H, Xiong Y L. Third order point contact approach for five-axis sculptured surface machining using non-ball end tools-Part II: Tool positioning strategy. Sci China Ser E-Tech Sci, 2010, 53: 2190—2197
- [20]Lartigue C, Duc E, Affouard A. Tool path deformation in 5-axis flank milling using envelope surface. Comput Aided Design, 2003, 35: 375—382
- [21]Gong H, Cao L X, Liu J. Improved positioning of cylindrical cutter for flank milling ruled surfaces. Comput Aided Design, 2005, 37: 1205—1213
- [22]Ding H, Zhu L M. Global optimization of tool path for five-axis flank milling with a cylindrical cutter. Sci China Ser E-Tech Sci, 2009, 52: 2449—2459
- [23]Ding Y, Zhu L M, Ding H. Semidefinite programming for Chebyshev fitting of a spatial straight line with applications to cutter location planning and tolerance evaluation. Precis Eng, 2007, 31: 364—368
- [24]Zhu L M, Zheng G, Ding H. Global optimization of fool path for five-axis flank milling with a conical cutter. Comput Aided Design, 2010, 42: 903—910
- [25]Zhang X M, Zhu L M, Zheng G, et al. Tool path optimization for flank milling ruled surface based on the distance function. Int J Prod Res, 2010, doi: 10.108000207540902993019
- [26]Chiou C J. Accurate tool position for five-axis ruled surface machining by swept envelope approach. Comput Aided Design, 2004, 36: 967—974
- [27]Redonnet J M, Rubio W, Dessein G. Side milling of ruled surfaces: Optimum positioning of the milling cutter and calculation of interference. Int J Adv Manuf Tech, 1998, 14: 459—465
- [28]Menzel C, Bedi S, Mann S. Triple tangent flank milling of ruled surfaces. Comput Aided Design, 2004, 36: 289—296
- [29]Castagnetti C, Duc E, Ray P. The Domain of admissible orientation concept: A new method for five-axis tool path optimization. Comput Aided Design, 2008, 40: 938—950
- [30]Bi Q Z, Wang Y H, Zhu L M, et al. Wholly smoothing cutter orientations for five-axis NC machining based on cutter contact point mesh. Sci China Ser E-Tech Sci, 2010, 53: 1294—1303
- [31]Kersting P, Zabel A. Optimizing NC-tool paths for simultaneous five-axis milling based on multi-population multi-objective evolutionary algorithms. Adv Eng Softw, 2009, 40: 452—463
- [32]Langeron J M, Duc E, Lartigue C, et al. A new format for 5-axis tool path computation, using B-spline curves. Comput Aided Design, 2004, 36: 1219—1229
- [33]Bi Q Z, Zhu L M, Wang Y H, et al. Analytical envelope surface representation of a conical cutter undergoing rational motion. Int J Adv Manuf Tech, 2010, 47: 719—730
- [34]Ozturk E, Budak E. Modeling of 5-axis milling processes. Mach Sci Tech, 2007, 11: 287—311
- [35]Ding Han, Bi Qingzhen, Zhu Limin, et al. Five-axis CNC machining accessibility analysis and tool path planning software SurfMilling V1.0. China Copyright Protection Center, Software Copyright Acceptance No.: 2009R11S035961
- [36]Bi Q Z, Ding H, Wang Y H. Safe and short tool length generation for 3+2 axis NC machining of a ball-end cutter using graphics hardware. Lect Notes Artif Intell, 2008, 5315: 348—355
- [37]Bi Qingzhen, Ding Han, Wang Yuhan, et al. Planning method for the safe shortest tool length in five-axis CNC machining. China Intellectual Property Office, Patent Acceptance No.: 200810039198.9, Patent Publication No.: CN101303583, 2008-06-1938. Bi Q Z
- [38]Wang Y H, Zhu L M, et al. Generating collision-free tool orientations for 5-axis NC machining with a short ball-end cutter. Int J Prod Res, 2010, doi: 10.1080/00207540903436679
- [39]Budak E, Ozlu E. Development of a thermomechanical cutting process model for machining process simulations. CIRP Ann-Manuf Tech, 2008, 57: 97—100
- [40]Fussell B K, Jerard R B, Hemmett J G. Modeling of cutting geometry and forces for 5-axis sculptured surface machining. Comput Aided Design, 2003, 35: 333—346
- [41]Abdel-Malek K, Blackmore D, Joy K. Swept volumes: Foundations, perspectives, and applications. Int J Shaping Model, 2006, 12: 87—127
- [42]Chiou C J, Lee Y S. Swept surface determination for five-axis numerical control machining. Int J Mach Tool Manu, 2002, 42: 1497—1507
- [43]Du S, Surmann T, Webber O, et al. Formulating swept profiles for five-axis tool motions. Int J Mach Tool Manu, 2005, 45: 849—861
- [44]Ye T, Xiong C H. Geometric parameter optimization in multi-axis machining. Comput Aided Design, 2008, 40: 879—890
- [45]Chiou J C J, Lee Y S. Optimal tool orientation for five-axis tool-end machining by swept envelope approach. J Manuf Sci E-T ASME, 2005, 127: 810—818
- [46]Larue A, Altintas Y. Simulation of flank milling processes. Int J Mach Tool Manu, 2005, 45: 549—559
- [47]Bailey T, Elbestawi M A, El-Wardany T I, et al. A generic simulation approach for multi-axis machining, Part 1: Modeling methodology. J Manuf Sci E-T ASME, 2002, 124: 624—633
- [48]Bailey T, Elbestawi M A, El-Wardany T I, et al. A generic simulation approach for multi-axis machining, Part 2: Model calibration and feed rate scheduling. J Manuf Sci E-T ASME, 2002, 124: 634—642
- [49]Erdim H, Lazoglu I, Kaymakci M. Free-form surface machining and comparing feed rate scheduling strategies. Mach Sci Tech, 2007, 11: 117—133
- [50]Ding Han, Ding Ye, Zhu Limin, et al. Offline feed rate planning method for five-axis CNC side milling. China Intellectual Property Office, Patent Acceptance No.: 200910046724.9, Patent Publication No.: CN101497140, 2009-08-05
- [51]Ratchev S, Liu S, Becker A A. Error compensation strategy in milling flexible thin-wall parts. J Mater Process Tech, 2005, 162: 673—681
- [52]Meshreki M, Kovecses J, Attia H, et al. Dynamics modeling and analysis of thin-walled aerospace structures for fixture design in multi-axis milling. J Manuf Sci E-T ASME, 2008, 130: 031011
- [53]Liao Y J G, Hu S J. Flexible multibody dynamics based fixture-workpiece analysis model for fixturing stability. Int J Mach Tool Manu, 2000, 40: 343—362
- [54]Fang B, DeVor R E, Kapoor S G. Influence of friction damping on workpiece-fixture system dynamics and machining stability. J Manuf Sci E-T ASME, 2002, 124: 226—234
- [55]Zheng Y, Rong Y, Hou Z. Contact stiffness identification for computer-aided fixture design. Trans North Am Manuf Res Inst SME, 2006, 34: 189—196
- [56]Deng H, Melkote S N. Modeling of fixturing dynamic stability accounting for material removal effect. Trans North Am Manuf Res Inst SME, 2005, 33: 289—296
- [57]Altintas Y, Budak E. Analytical prediction of stability lobes in milling. CIRP Ann-Manuf Tech, 1995, 44: 357—362
- [58]Merdol S D, Altintas Y. Multi frequency solution of chatter stability for low immersion milling. J Manuf Sci E-T ASME, 2004, 126: 459—466
- [59]Bayly P V, Halley J E, Mann BP, et al. Stability of interrupted cutting by temporal finite element analysis. In: Proceedings of the ASME Design Engineering Technical Conference, 6C, 2001, 2361—2370
- [60]Insperger T, Stépán G. Updated semi-discretization method for periodic delay-differential equations with discrete delay. Int J Numer Meth Eng, 2004, 61: 117—141
- [61]Altintas Y, Stepan G, Merdol D, et al. Chatter stability of milling in frequency and discrete time domain. CIRP Ann-Manuf Techn, 2008, 1: 35—44
- [62]Ding Y, Zhu L M, Zhang X J, et al. A full-discretization method for prediction of milling stability. Int J Mach Tool Maru, 2010, 50: 502— 509
- [63]Budak E, Tekeli A. Maximizing chatter-free material removal rate in milling through optimal selection of axial and radial depth of cut pairs. CIRP Ann-Manuf Tech, 2005, 54: 353—356
- [64]Altintas Y, Merdol S. Virtual high-performance milling. CIRP Ann-Manuf Tech, 2007, 56: 81—84
- [65]Kim S, Landers R, Ulsoy A. Robust machining force control with process compensation. J Manuf Sci E-T ASME, 2003, 125: 423—430
- [66]Zhang X M, Ding H, Chen S H. Interval finite element method for dynamic response of closed-loop system with uncertain parameter. Int J Numer Meth Eng, 2007, 70: 543—562
- [67]Zhang X M, Ding H. Design optimization for dynamic response of vibration mechanical system with uncertain parameters using the convex model. J Sound Vib, 2008, 318: 406—415
- [68]Ding Han, Zhang Xiaoming, Zhu Limin, et al. Optimization method of five-axis CNC process parameters for curved surfaces with uncertain tool modal parameters. China Intellectual Property Office, Patent Acceptance No.: 2009100-46725.3, Patent Publication No.: CN101493686, 2009-02-26