
In the field of mechanical machining, turning large-pitch metric trapezoidal threads has long been a challenging task.
Traditional forming tool methods suffer from numerous issues, including poor surface quality, low machining efficiency, and high tooling costs.
Today, we present a breakthrough machining solution: utilizing the most common 35° standard external turning inserts.
Through innovative programming and process methods, we efficiently machine large-pitch trapezoidal threads with a 30° thread angle, perfectly resolving this industry pain point!
Current Situation
The helix angle of metric trapezoidal threads is 30°.
For threads with pitches ranging from 1.5 to 8 mm, standard carbide trapezoidal thread inserts can be purchased for turning operations.
However, for large-pitch trapezoidal threads exceeding 8 mm pitch, no standard carbide inserts are available.
Consequently, form tools are typically the only option.
This traditional approach has significant limitations:
1. Poor surface finish quality
2. Limited cutting speeds resulting in low machining efficiency
3. High costs and extended lead times for custom form tools
4. High skill requirements for operators
A fundamental principle in CNC lathe tooling dictates: Standard turning tools, including standard inserts, should be prioritized whenever possible, resorting to form tools only when absolutely necessary.
So how can we machine 30° trapezoidal threads using 35° standard inserts?
Innovative Solution
By selecting standard turning inserts with a 35-degree rake angle, we successfully addressed this challenge despite the metric trapezoidal thread’s 30-degree flank angle appearing incompatible at first glance.
This was achieved through specialized tool arrangement and machining path design.
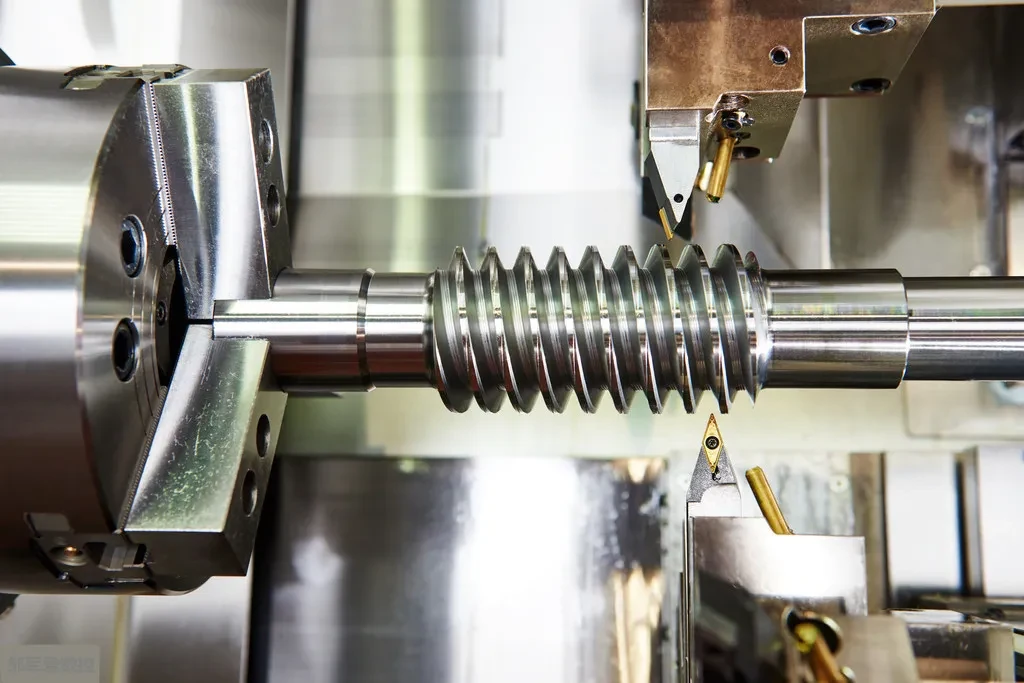
Machining Example: Turning a 10mm pitch trapezoidal thread.

Standard tool body and standard inserts
Utilizes the most common standard tool body and 35° diamond-shaped inserts (VCMT160404), eliminating the need for any special tools and significantly reducing tooling costs.

Three-Tool Collaborative Operation
Through the precise arrangement and coordinated operation of three tools on the tool holder, rough machining, left-side finishing, and right-side finishing are completed respectively.

Machining Process
T1 Tool: Rough turning with 20 passes at a 17.5-degree feed angle to remove most of the stock.

T2 Tool: Finish-turn the left wall and left bottom surface of the groove to ensure precision on the left side.

T3 Tool: Finish-turn the right wall and right bottom surface of the groove to ensure right-side surface accuracy.

Macro Program
Technical experts developed a parametric programming solution that adapts to machining trapezoidal threads of various specifications by simply modifying a few parameters in the main program, significantly enhancing program versatility and production efficiency.
O520
#101=100;(#1 represents the outer diameter of the trapezoidal thread)
#102=100;(#2 represents the length of the trapezoidal thread, use 150 for machining)
#103=10:(#3 represents the pitch P of the trapezoidal thread)
#104=0.5;(#4 represents the top clearance of the trapezoidal thread, which can be found in the standard)
#105=25;(#5 represents the length of the feed rate increase segment when turning this thread, can be increased/decreased)
#106=0.4;(#6 represents the tool tip radius used for finishing this thread, P2~P5 use 0.2, P6~P12 use 0.4, P14~P44 use 0.8)
#107=20; (#7 represents the number of roughing passes using a 35-degree center tool, adjustable)
#108=0.15; (#8 represents the X-axis depth of cut per pass for left/right wall finishing using a 35-degree center tool, adjustable)
#109=0202;(#9 denotes tool position and offset number for finishing left wall and left half-bottom surface, subject to actual instructions)
#111=0303;(#11 denotes tool position and offset number for finishing right wall and right half-bottom surface, subject to actual instructions)
#113=5; ( #13 represents the number of infeeds for the left and right half-bottom surfaces during finish turning, adjustable)
G54 S300 M03; ( Use S360 for machining, adjustable; M03 for right-hand threads / M04 for left-hand threads)
T0101; (Tool position and offset number for rough turning using the center tool; adjust as required)
G00 X145 Z100: (X and Z command values for starting position determined based on machine tool and workpiece dimensions)
G65 P530 A#101 B#102 C#103 I#104 J#5 K#6 D#7 E#8 F#9 H#11 M#13; (Call subroutine O530 and assign values to its 11 variables)
G00 X145 Z100 M05; (The X and Z command values for the return position should be determined based on the machine tool and workpiece size)
M30;
Significant Technical Advantages and Notable Benefits
For coarse trapezoidal threads with pitches exceeding 8mm:
1. Cost reduction: Eliminates the need for high-speed steel or carbide form turning tools.
2. Enhanced precision: The profile is “traced” during turning, ensuring high sectional contour accuracy.
3. Improved quality: Minimal contact area per pass allows higher feed rates, resulting in superior surface finish.
4. Lower skill requirements: Operators need relatively fewer specialized skills.
For metric trapezoidal threads with pitches ≤8mm:
1. Cost savings: Eliminates the need for specialized trapezoidal thread inserts and corresponding tool bodies.
2. Controllable quality: Avoids surface quality issues caused by forming tool cutting.
3. Flexible production: A single solution accommodates multiple specifications, reducing tool changeover time.
Summary
This technological innovation not only resolves the challenge of machining large-pitch trapezoidal threads but also demonstrates a novel machining approach: by leveraging programming and process innovations, it fully unlocks the potential of standard cutting tools to achieve efficient, precision machining.

