What are the causes of bending spring back?
Sheet metal V-bending is a flexible processing method widely used in aerospace, automotive, and home appliances because it produces bent parts of various specifications with fewer mold combinations. To control springback, it is necessary to determine the cause of spring back to target solutions.
In the bending process, the material is in the unloading phase of the reverse elastic deformation, known as springback. This phenomenon directly affects the dimensional accuracy of bent parts. Engineers and researchers have confirmed through experience and data that the amount of spring back depends on the cumulative effect of the forming history. Factors such as mold geometry, material properties, the initial shape of the sheet, and process conditions also influence it.
Limitations of conventional control methods
Conventional methods rely on repeated trials and corrections to improve accuracy. However, this approach is inefficient, costly, and difficult to replicate, and can no longer meet the requirements of current production.
Current status of research on rebound prediction and control
1. Theoretical model improvement
Scholars have done a lot of research to improve the theoretical model. Based on the Mises yield criterion, some scholars have proposed a rebound calculation model for elastic-plastic materials under linear hardening conditions. They derived the formula for calculating the minimum bending radius under pure bending conditions. Some others proposed a method based on multi-objective optimization to construct an integrated optimization model by Gaussian integration points and objective functions.
2. Finite Element Analysis
Engineers have widely used the finite element method for spring-back prediction. Based on this, they have proposed a mold design method that considers spring back. In addition, scholars verify the accuracy of finite element analysis through experiments and explore the influence of material properties, sheet thickness, and other factors on spring back.
3. Experimental Study
Although the theoretical model and finite element method provide the prediction basis, the error is still large. Scholars have analyzed the effects of material parameters, sheet thickness, bending angle, etc. on rebound through experiments.
Shortcomings of existing methods
The rebound prediction usually assumes that the material performance parameters are accurate. However, there is a 15% error in material performance parameters in actual production. The material properties of the same model and batch vary significantly, which makes it difficult to meet the industrial demand for spring-back prediction.
In this regard, this paper proposes a rebound control method, that is:
Incremental rebound control method
The main steps are as follows:
Gradually correct the material performance parameters by loading and unloading several times.
Use the feedback data to adjust the molding and rebound angle.
Determine the final material property parameters and bending depth to complete the bending process.
This method realizes high-precision control through dynamic adjustment, which solves the problems of low efficiency and large errors of traditional methods.
1. Method Overview
In sheet metal bending, the material property parameters of the sheet are usually based on the values provided by the manufacturer. However, these parameters have large errors, resulting in low bending rebound prediction accuracy and increased rebound control difficulty.
Incremental rebound control measures the forming and rebound angle parameters by loading and unloading several times. Using the theoretical model, engineers accurately calculate the material performance parameters to determine the final bending depth of the upper mold, enabling accurate prediction and effective control of rebound.
2. Principle of rebound measurement
The principle of rebound measurement is shown in Fig. 1. Through the displacement sensor (LVDT) to measure the vertical displacement of the sheet, and then through the geometric relationship to calculate the forming angle of the sheet parameters.
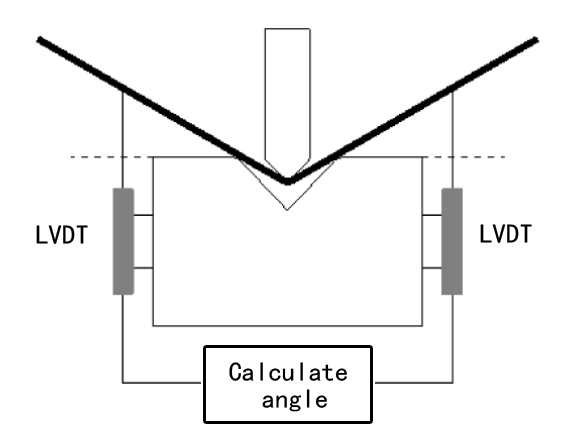
Fig. 1 Rebound measurement method
3. Incrementaspring backpack control process
Fig. 2 shows the specific steps of increment spring backpackontrol:
(1) Take the material parameters provided by the manufacturer as the reference value.
(2) Preset the bending depth (less than the depth).
(3) Measure the current bending angle after loading.
(4) Record the rebound angle after unloading.
(5) Correct the material performance parameters.
(6) Determine whether the current parameters are close to the previous result:
If close, calculate the final bending depth to complete the bending.
If not close, repeat the steps until the conditions are met.
Through the cycle of loading and unloading, gradually correct the material performance parameters. Combined with the theoretical model, the accurate control of the bending process is finally realized.

Fig. 2 Incremental control method for free bending
The realization of the incremental rebound control method
1. Repeated loading and unloading to correct material properties
In incremental springback control, repeated loading and unloading correct the material property parameters of the sheet. Engineers use the corrected parameters to calculate the bending depth of the upper mold, ensuring forming accuracy.
2. Relationship between bending depth and forming angle
In V-bending, the forming angle of the sheet is directly proportional to the bending depth. The ideal elastic-plastic material model can be expressed as:
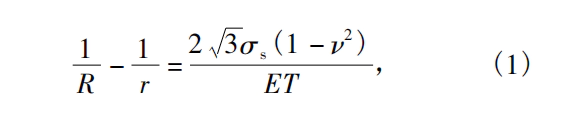
In the formula
R: bending radius after loading
r: spring back radius after unloading
σs: yield limit
E: modulus of elasticity
v: Poisson’s ratio
T: Thickness of plate material
If material strengthening is considered, the model can be extended as:
(3).webp)
In the formula
K: reinforcement coefficient
n: strengthening index
After further simplification, the expression form more suitable for optimization calculation can be obtained.
3 . Geometric relationship and parameter calculation
Assuming that the rounded part of the workpiece after bending is tangent to the straight edge, the geometric relationship is shown in Fig. 3. The relationship between sheet thickness, mold parameter, r,s, and bending angle is as follows:

In the formula
w: half of the width of the lower mold opening
θ: bending angle
d: bending depth (displacement of the upper mold)
4. Nonlinear equations to solve the material performance parameters
According to Eq. 4, obtaining the material property parameters (s, E) requires solving a system of nonlinear equations.
If the number of equations is more than the number of unknowns, the optimization function can be used to calculate.

rms: bending radius of the sheet measured after unloading
C: number of loadings and unloadings
Through 3 or more times of loading and unloading, combined with the optimization of the calculation method, you can obtain accurate material performance parameters.
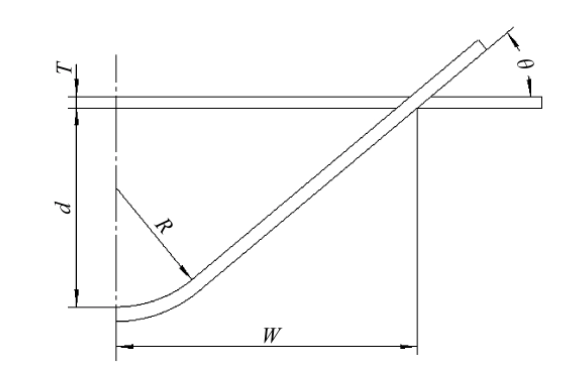
Fig. 3 Schematic diagram of bending geometry relationship
By this method, the correction of forming parameters and bending depth calculation are more accurate.
Test results
The test selected stainless steel 304 and aluminum alloy LY12M two kinds of materials. The thickness and performance parameters are shown in Table 1.
Table 1: Performance parameters of experimental materials
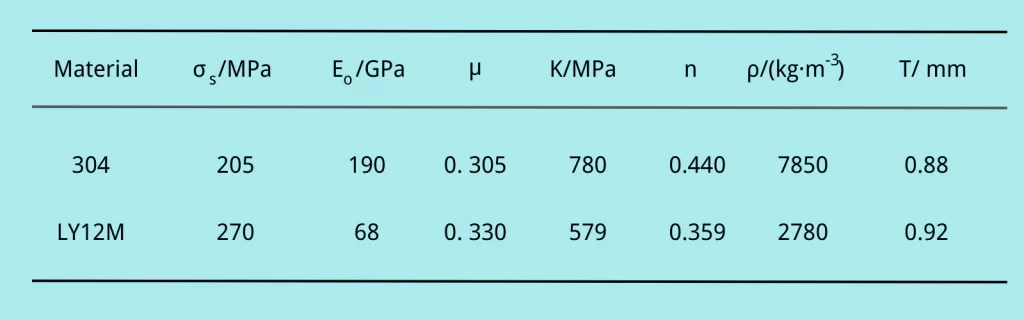
Notes:
Eo: modulus of elasticity
σs: yield strength
μ: Poisson’s ratio
K: Strengthening coefficient
n: strengthening index
ρ: material density
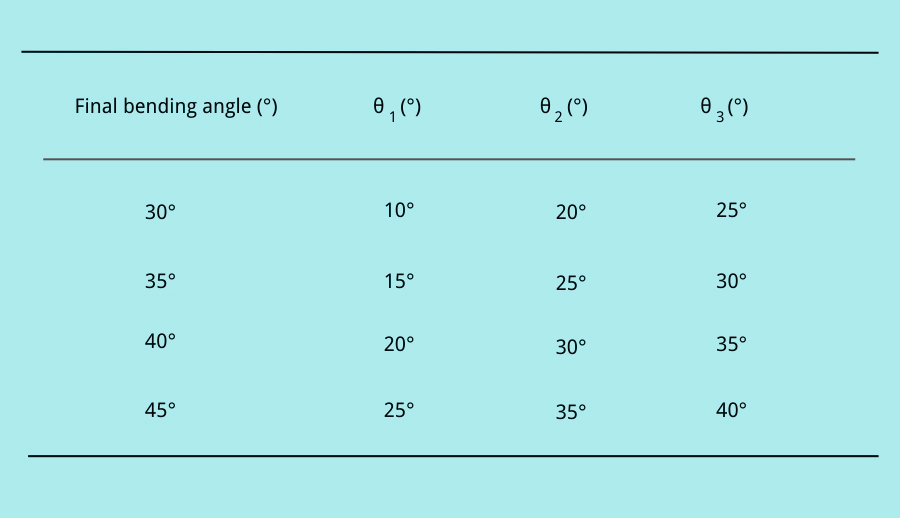
Table 2: Loading and unloading angle settings
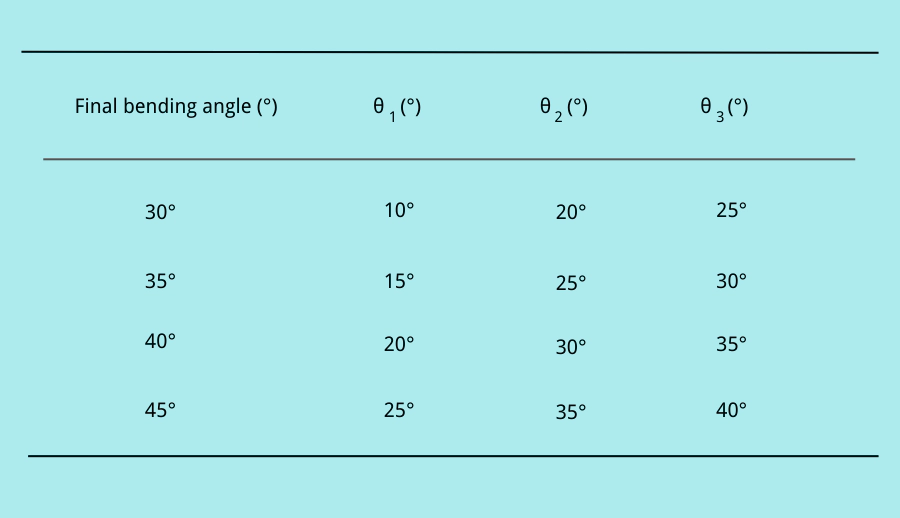
Where, (θ1,θ2,θ3) denotes the incremental bending angle.

Fig. 4: Step-by-step diagram of the bending process
1. Validation of the effectiveness of spribackpack control
(1) Experimental materials and specimens
the For stainless steel 304 and aluminum alloy LY12M bending spring back control test, each material is to choose three specimens.
(2) Analysis of test results
As shown in Fig. 5 and Fig. 6, the experimental results show that:
The final forming angle error is within 1°.
The forming angle error of most of the bent parts is less than 0.5°.
These results show that the incremental rebound control method can effectively reduce the bending error and improve the forming accuracy.
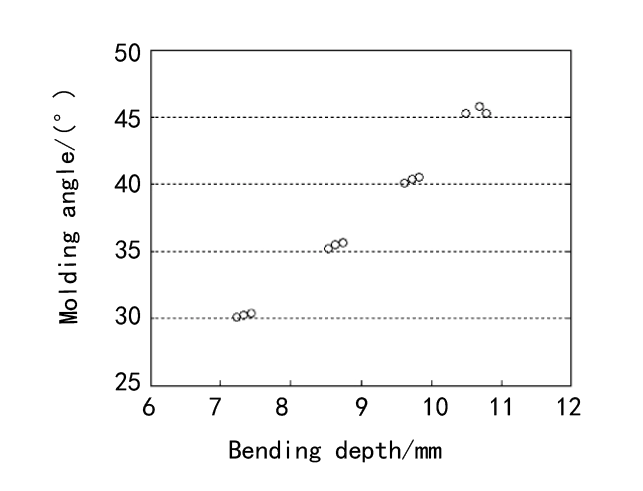
Fig. 5 Effective control of springback of stainless steel 304.
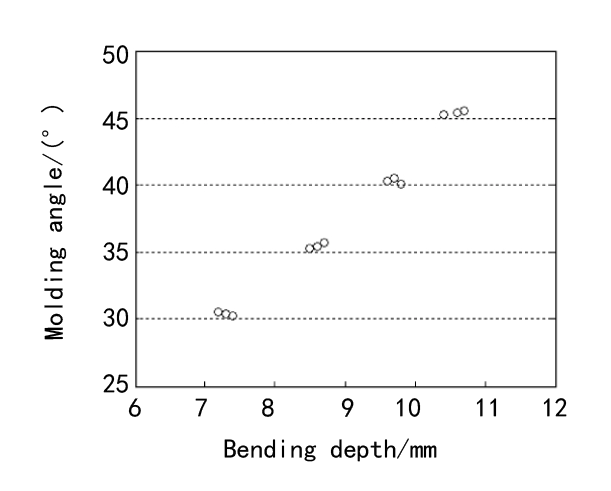
Fig. 6 Effective control of rebound of aluminum alloy LY12M.
2. Effectiveness test of material parameter correction
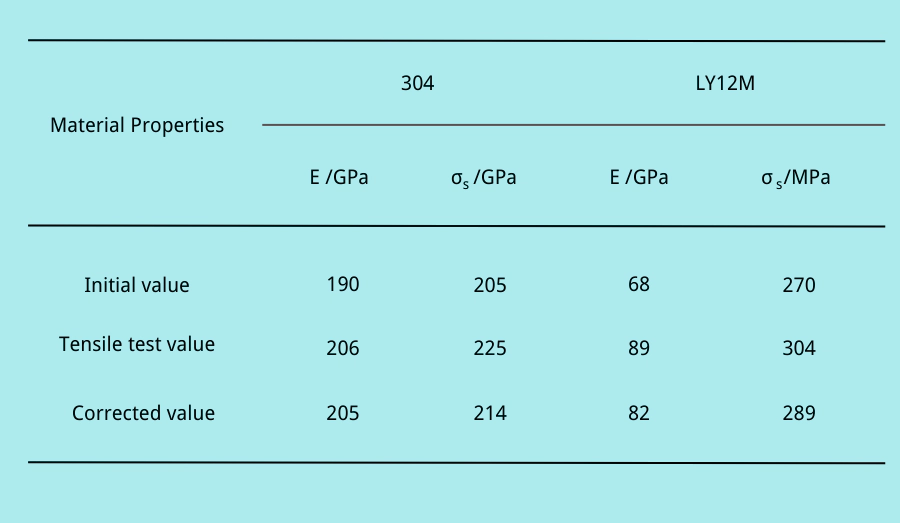
(1) Comparison of material parameters
Engineers compare the material parameters (modulus of elasticity and yield limit) after correction with the results of the tensile experiment and the given initial values. The results appear in Table 3.
Initial values: from the manufacturer’s material specification
Tensile test values: results obtained by unidirectional tensile testing of the material
Corrected value: the last corrected calculated value after incremental loading
(2) Analysis of experimental results
The corrected modulus of elasticity is closer to the tensile test result, which verifies the validity of the correction method.
The yield limit value obtained by the correction is slightly lower than that of the tensile test result, but it is still within the reasonable range.
Table 3 Comparison of initial, experimental, and corrected values
3 . Comparison of incremental bending and primary forming
(1) Comparative analysis
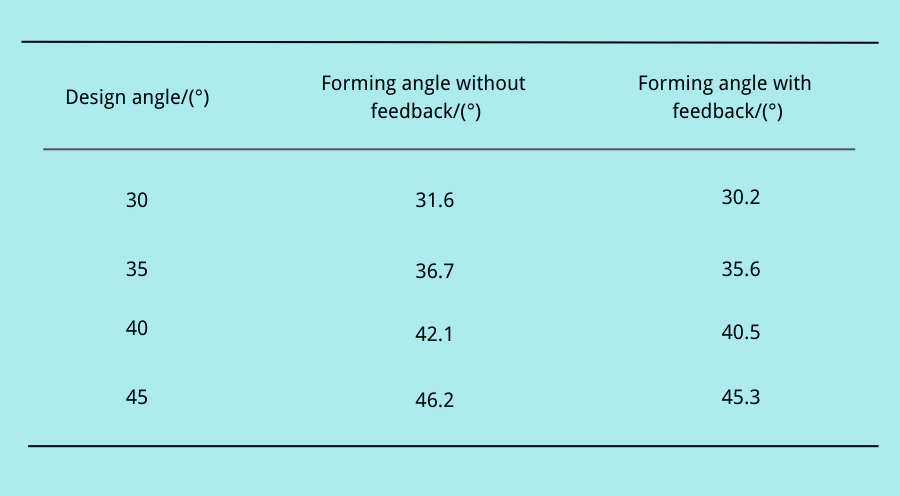
Engineers compare the results of incremental bending with those of conventional primary forming. The comparison of forming angles appears in Table 4.
(2) Analysis of results
Compared with the conventional spring control method, the incremental bending spring back control method can significantly improve bending accuracy.
The method reduces the error of forming angle and improves the efficiency of bending processing.
Table 4 Comparison of forming angles
Conclusion
This paper proposes a new V-bedspring back back control method incremental bending control method. The method gradually corrects the material property parameters of the plate by loading and unloading the plate several times and utilizing the forming and rebound angle values obtained from the feedback. Based on the corrected material property parameters, engineers determine the final bending depth parameters to complete the bending process.
1. Important clues
Ahigh bending and forming accuracy can be obtained after only 3 iterations of the loading and unloading process.
The method can control the rebound accuracy within 1°.
The incremental correction avoids bending depth calculation errors caused by differences in material property parameters and eliminates the need to rely on tensile tests to obtain material property parameters.
2. Advantages and Applications
The incremental bending method not only improves the bending rebound control accuracy but also significantly improves the efficiency of sheet metal bending and forming processing, providing reliable technical support for precision bending control in actual production.
RuiYi Model has rich experience in the field of sheet metal manufacturing, for a variety of customers have made hundreds of various products, and can handle a variety of common or difficult problems, for customers to control the quality, is customer satisfaction.

Solomon Yang is a manufacturing industry professional with extensive experience in electronic, mechanical, and industrial component manufacturing. Having held various positions in American and Taiwanese manufacturing companies, he has developed a comprehensive understanding of manufacturing processes, production management, quality control, and global supply chain operations.
With expertise in business development, sales operations, international trade, customer relationship management, and engineering project support, Solomon bridges technical knowledge with commercial strategy to deliver innovative and cost-effective manufacturing solutions. He is passionate about advanced manufacturing technologies, process improvement, and continuous professional growth, with a strong commitment to creating value for customers and partners worldwide.