
Aviation, shipping, petrochemical, and other fields are developing rapidly at this stage. High-end equipment gradually evolves towards higher parameters, larger scale, and higher reliability.
As a result, titanium alloys, heat-resistant alloys, and other core construction materials are increasing in size. Their structures are becoming increasingly complex, which raises the demand for manufacturing technology.
In this context, laser additive manufacturing (LAM) technology emerged, becoming the core technology of modern industrial manufacturing and significantly contributing to industrial development.
LAM technology characteristics and types
1. Technical characteristics
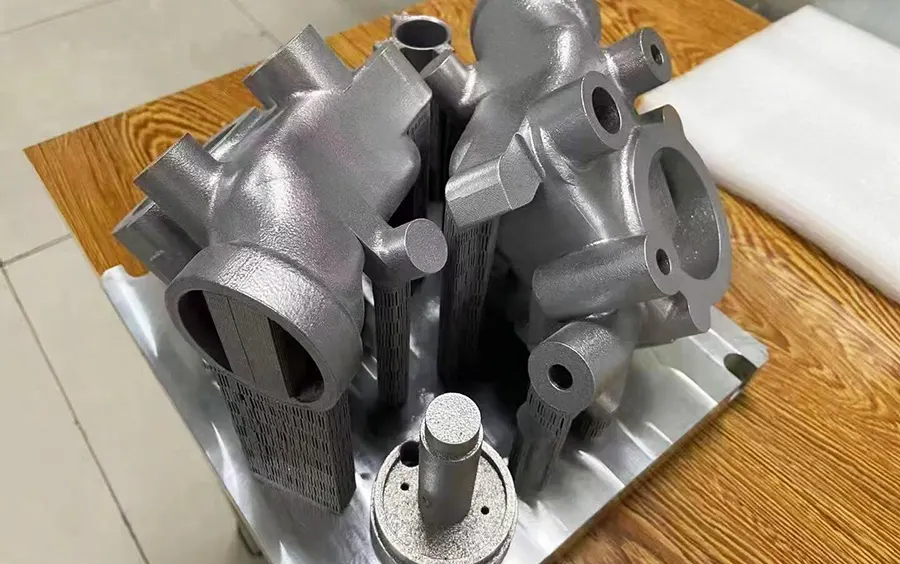
LAM technology uses alloy powder as raw material. In this process, high-power laser melting solidification occurs layer by layer.
The parts model gradually becomes a high-performance, fully sealed, large-scale metal structure. Compared with previous manufacturing technology, this technology has the following characteristics:
First, the preparation of metal materials and complex components molding manufacturing can be integrated, the manufacturing process is shorter;
Second, the composition of the part is uniform, fine organization, can be quickly solidified, strong overall performance;
Third, there is no need to introduce large-scale forging equipment and ancillary equipment, subsequent processing is less difficult, less workload, lower input costs;
Fourthly, it is more flexible and can respond quickly to changes in component design, so that the structural design breaks through the constraints of manufacturing technology;
Fifth, the beam energy is more significant, can make many refractory components quickly dissolved, such as Ta, Mo, Ti, W, etc.;
Sixth, combined with the working conditions of the parts and service requirements, the flexibility to change the chemical composition of the deposited material allows the metal components to be directly near-net molding.

2. Main types
The U.S. pioneered the LAM principle in the 1980s. It evolved from prototype to rapid tooling and finally to direct manufacturing.
There are two types of materials used in this technology: metallic and non-metallic. Metallic materials mainly include powder and filament.
Non-metallic materials include thin films, liquid resins, and others. In the manufacturing process, the bonding material can form the metal component.
The material can also be used to form the metal component.
In the manufacturing process, high-performance metal components can be formed by melting and stacking prototype samples, bonding, and sintering with electron beams.
The main types of this technology are as follows:
(1) Rapid prototyping manufacturing technology.
This technology includes 3D printing, fused deposition, laser sintering, and others. It is used to manufacture relatively small prototypes using materials like paper, paraffin, resin, etc.
These prototypes are made from “non-dense” originals composed of metal powders. Such originals cannot be directly applied to equipment manufacturing.
However, they provide support for the design, evaluation, and publicity of new products. They help shorten the product development cycle, save R&D costs, and lower manufacturing prices.
Since the early 1980s, this technology has been gradually improved, and in recent years, it has been steadily applied to education, entertainment, cultural creativity and other fields.
(2) High-performance metal component manufacturing technology.
This technology uses a high-power laser beam for layer-by-layer melting and stacking. It is suitable for manufacturing dense metal parts.
The technology is relatively challenging to develop. As of today, only a few countries have made breakthroughs in small component laser manufacturing technology.
Additionally, few countries can apply component laser manufacturing directly to key areas. For metal components, additive manufacturing has become the main direction of development.
Laser Additive Manufacturing material base problems and solutions
For high-performance metal components, after laser scanning, lapping, and melting buildup, a “near-net shape” is formed. In this process, the laser interacts with the material and the metal.
Analyzing the material’s physical and chemical properties is necessary. This analysis helps effectively solve the bottlenecks faced by the additive manufacturing process.
1. Laser interaction and utilization
LAM technology achieves three-dimensional dense forming manufacturing by absorbing laser energy and synchronized delivery of metal powder.
However, the low manufacturing efficiency hinders the development of LAM technology. This limitation affects the application of metal laser layer-by-layer fusion deposition manufacturing.
The metal’s laser absorption rate is directly related to the amount of metal melting. To improve the laser melting efficiency, increasing the laser absorption rate and reducing or eliminating ineffective energy is essential.
This will lead to a significant improvement in laser melting efficiency.
From a practical point of view, the above basic problems are also the key to solving problems such as surface alloying and surface remelting.
To solve the above problems, it is important to analyze the interaction between laser additive manufacturing of metal and laser energy absorption in greater depth.
By increasing research efforts, the dominant mechanisms of laser energy can be identified. This will allow for better control of heat conduction factors.
As a result, the laser absorption rate can be improved, leading to further breakthroughs in energy utilization and additive efficiency.
2. Internal metallurgical defect formation and processing
For high-performance beams and long-term cyclic motion, scanning melting, scanning lap, and solidification accumulation are involved in additive manufacturing.
In this process, factors such as the external environment, process parameters, melt fluctuations, and trajectory transformations can contribute to special metallurgical defects.
These defects may form between the internal deposition layers of the parts.
Such defects impact the internal quality of the part’s molding, the safety of the components, and their mechanical characteristics.
Therefore, controlling metallurgical defects has become one of the core technologies in this field.
Laser additive technology effectively controls metallurgical defects. It can successfully address internal defects and enables non-destructive inspection of these defects.
This allows metal components to be suitable for engineering applications. Additionally, the technology supports in-depth research across various metal material systems.
The main areas of research include the following:
(1) The characteristics of metallurgical defects under the application of LAM technology, formation causes and control measures.
(2) LAM technology-specific metallurgical defects in the external physical place, physical and chemical corresponding behavior, and non-destructive testing characteristics and methods.
(3) The micro-mechanical behavior of defects unique to LAM technology, mechanical properties, defect damage tolerance and other characteristics.
3. Internal Stress Evolution and Crack Prevention
Various reactions, including physical and chemical reactions, take place during the application process of LAM technology. The metallurgical phenomenon is more complex, and the molding process takes longer.
During manufacturing, the parts are exposed to laser beam radiation for an extended period. This results in a non-stationary state, with drastic heating and cooling.
When there are strong constraints, phenomena such as rapid solidification and contraction become more noticeable. These effects create strong internal stresses within the component.
Evolutionary interactions strengthen the constraint stress and interaction force, increasing the likelihood of severe deformation or cracking in the component.
Due to the limited understanding of the application principles of LAM technology, certain phenomena and changes remain unclear.
As a result, the main research objects both domestically and internationally have not yet broken through the technical bottleneck.
Currently, LAM technology is mainly adapted to small component applications. However, larger components face significant issues, including internal stress, deformation, and cracking.
In this regard, the following basic problems should be solved through research to control the internal stress in LAM technology, effectively prevent the occurrence of “deformation and cracking” phenomena, and improve the geometrical accuracy.
(1) The coupling behavior of components under long-term continuous operation, non-steady state and cyclic action, and the close connection between the thermal stress law and laser additive materials.
(2) The coupling behavior, formation law and control form of the material in the cyclic, cooling state.
(3) Under the influence of a high-temperature gradient, the formation principle and changing law of solidification shrinkage stress of moving melt pool.
(4) in applying LAM technology, the interaction between tissue stress and contraction, under the law of evolution of stress concentration, such as deformation or cracking of components.
4. Non-stationary cyclic solid-state phase transition behavior
Materials such as high-strength aluminum alloys and titanium alloys are commonly used to manufacture high-performance parts. Their high degree of alloying makes them suitable for demanding applications.
Their mechanical properties exhibit strong variability and complexity, which is a key factor in unlocking metal materials’ full potential.
The application of LAM technology follows a point-by-point scanning method. Each layer is overlapped and stacked to form the final structure.
During additive manufacturing, different positions within each solidified layer undergo significant changes during subsequent deposition. This micro-heat treatment process results in a faster cooling rate and a more protracted phase transition duration.
Additionally, the cycling frequency is proportional to the overall process. As a result, the performance of the additive material is highly dependent on the manufacturing process.
In addition, cyclic solid-state phase transition behavior in additive manufacturing presents new opportunities. This process enhances special microstructural properties in metal components.
Melting and stacking techniques can create high-performance metal parts. During manufacturing, electron beams form bonded and sintered prototype samples.
At this stage, industries such as aviation, shipping, and petrochemicals are developing rapidly. High-end equipment is advancing toward higher parameters, larger scales, and more excellent reliability.
As a result, the demand for materials like titanium and heat-resistant alloys is increasing. The size of core structural components is gradually expanding, and their designs are becoming more complex.
This trend places higher demands on manufacturing technology.
In this context, laser additive manufacturing (LAM) technology emerged, becoming the core technology of modern industrial manufacturing and greatly contributing to industrial development.
LAM technology characteristics and types
1. Technical characteristics
LAM technology uses alloy powder as its raw material. A high-power laser melts and solidifies the material layer by layer.
This process gradually transforms a simple parts model into a high-performance, fully sealed, large-scale metal structure.
Compared to traditional manufacturing technologies, LAM offers several key advantages:
First, the preparation of metal materials and complex components molding manufacturing can be integrated, the manufacturing process is shorter;
Second, the composition of the part is uniform, OK organization, can be quickly solidified, strong overall performance;
Third, there is no need to introduce large-scale forging and ancillary equipment; subsequent processing is less complicated, has less workload, and has lower input costs.
Fourthly, it is more flexible and can respond quickly to changes in component design so that the structural design breaks through the constraints of manufacturing technology.
Fifth, the beam energy is more extensive, which can make many refractory components quickly dissolved, such as Ta, Mo, Ti, W, etc.;
Sixth, combined with the working conditions of the parts and service requirements, the flexibility to change the chemical composition of the deposited material allows the metal components to be directly near net molding.
2. Main types
In the 1980s, the U.S. pioneered the principle of Laser Additive Manufacturing (LAM). The technology evolved from prototyping to rapid tooling and eventually to direct manufacturing.
LAM utilizes two types of materials: metallic and non-metallic. Metallic materials mainly include powders and filaments.
Non-metallic materials consist of thin films, liquid resins, and other substances. Bonding materials can help form metal components during the manufacturing process.
In the manufacturing process, high-performance metal components can be formed by melting and stacking prototype samples, bonding, and sintering with electron beams.
The main types of this technology are as follows:
(1) Rapid prototyping manufacturing technology.
This technology includes 3D printing, fused deposition, and laser sintering. It is mainly used for manufacturing relatively small prototypes made from materials such as paper, paraffin, and resin.
The original prototypes for metal components are composed of metal powders and are not fully dense. As a result, they cannot be directly used in equipment manufacturing.
However, they provide valuable support for new product design, evaluation, and promotion. They also help shorten the product development cycle, reduce R&D costs, and lower manufacturing expenses.
Since the early 1980s, this technology has been gradually improved, and in recent years, it has been steadily applied to education, entertainment, cultural creativity and other fields.
(2) High-performance metal component manufacturing technology.
This technology uses a high-power laser beam to melt and stack layers, making it suitable for manufacturing dense metal parts. However, its development is relatively challenging.
As of today, only a few countries have achieved breakthroughs in small-component laser manufacturing, and even fewer have successfully applied laser manufacturing directly to key industries.
For metal components, additive manufacturing has become the primary direction of development.
In this regard, fully controlling the mechanical properties of significant components requires exploring solid-state phase transition science.
The potential of solid-state phase transitions can be further utilized.
Fundamental issues related to cyclic solid-state phase transitions can be studied deeply in the metal laser manufacturing.
The key aspects of this exploration are as follows:
In this regard, fully controlling the mechanical properties of significant components requires exploring solid-state phase transition science. The potential of solid-state phase transitions can be further utilized.
In the metal laser manufacturing process, fundamental issues related to cyclic solid-state phase transitions can be studied in depth. The key aspects of this exploration are as follows:
Foundational issues to be addressed
(1) The thermodynamic and kinetic characteristics of metals’ cyclic solid-state phase transition in applying LAM technology.
(2) In applying LAM technology, the steady state cyclic solid state phase transition growth behavior, evolution law and microstructure characteristics.
(3) In the application of LAM technology, under the influence of high stress and high-temperature gradient coupling, the mechanism of short-term cyclic solid state and microstructure composition.
Conclusion
In summary, laser additive manufacturing for metal components enables the integration of material preparation and forming. Bonding, sintering, and other prototyping methods are used during manufacturing.
Electron beams and other melting and stacking techniques help form high-performance metal components. This process is environmentally friendly, energy-efficient, and highly digitalized.
It provides strong technical support for high-end equipment manufacturing in modern industries.

Solomon Yang is a manufacturing industry professional with extensive experience in electronic, mechanical, and industrial component manufacturing. Having held various positions in American and Taiwanese manufacturing companies, he has developed a comprehensive understanding of manufacturing processes, production management, quality control, and global supply chain operations.
With expertise in business development, sales operations, international trade, customer relationship management, and engineering project support, Solomon bridges technical knowledge with commercial strategy to deliver innovative and cost-effective manufacturing solutions. He is passionate about advanced manufacturing technologies, process improvement, and continuous professional growth, with a strong commitment to creating value for customers and partners worldwide.