
CNC machining and 3D printing are two of the most widely used manufacturing technologies in product development and production today. Both processes can turn a digital design into a physical part. But the similarities largely end there. The materials they work with, the tolerances they achieve, the cost profiles they generate, and the types of geometry they handle best are fundamentally different.
This guide gives product designers, engineers, and procurement managers a clear, evidence-based framework for deciding which technology is right for any given project in 2026. It also addresses the increasingly important question of when to use both technologies together.
Key Takeaways
- CNC machining wins on precision: Standard tolerances of ±0.01–0.05 mm vs. ±0.1–0.3 mm for FDM 3D printing — critical for bearings, connectors, and surgical instruments.
- 3D printing wins on geometry: Internal channels, lattice structures, and topology-optimised designs that no cutting tool can physically reach.
- Cost crossover at 25–50 units: Below ~10 parts, 3D printing is usually cheaper. Above ~50 parts, CNC machining almost always wins on per-part cost.
- Material range is CNC’s advantage: Aluminium alloys, steels, titanium, engineering plastics, composites — CNC works with virtually any machinable material.
- 3D printing leads for early prototyping: Desk-mounted FDM can deliver a functional prototype in 2–8 hours with zero setup cost.
- Hybrid workflows offer the best of both: Print near-net-shape geometry, then CNC-machine critical surfaces — cutting material waste by 60–80% while achieving full dimensional accuracy.
- Metal 3D printing is still limited for production: DMLS/SLM parts carry porosity and anisotropy risks that require inspection and post-machining for safety-critical applications.
Did You Know?
The global 3D printing (additive manufacturing) market is valued at USD 34.85 billion in 2026 and is projected to reach USD 152.72 billion by 2035, expanding at a CAGR of 17.96% (Precedence Research, May 2026). Despite this rapid growth, the CNC machine tools market is estimated at USD 108.58 billion in 2026, more than three times larger by market value. Both technologies are growing, but CNC machining retains a commanding scale advantage in industrial production, particularly for metal parts requiring high mechanical performance and tight tolerances.
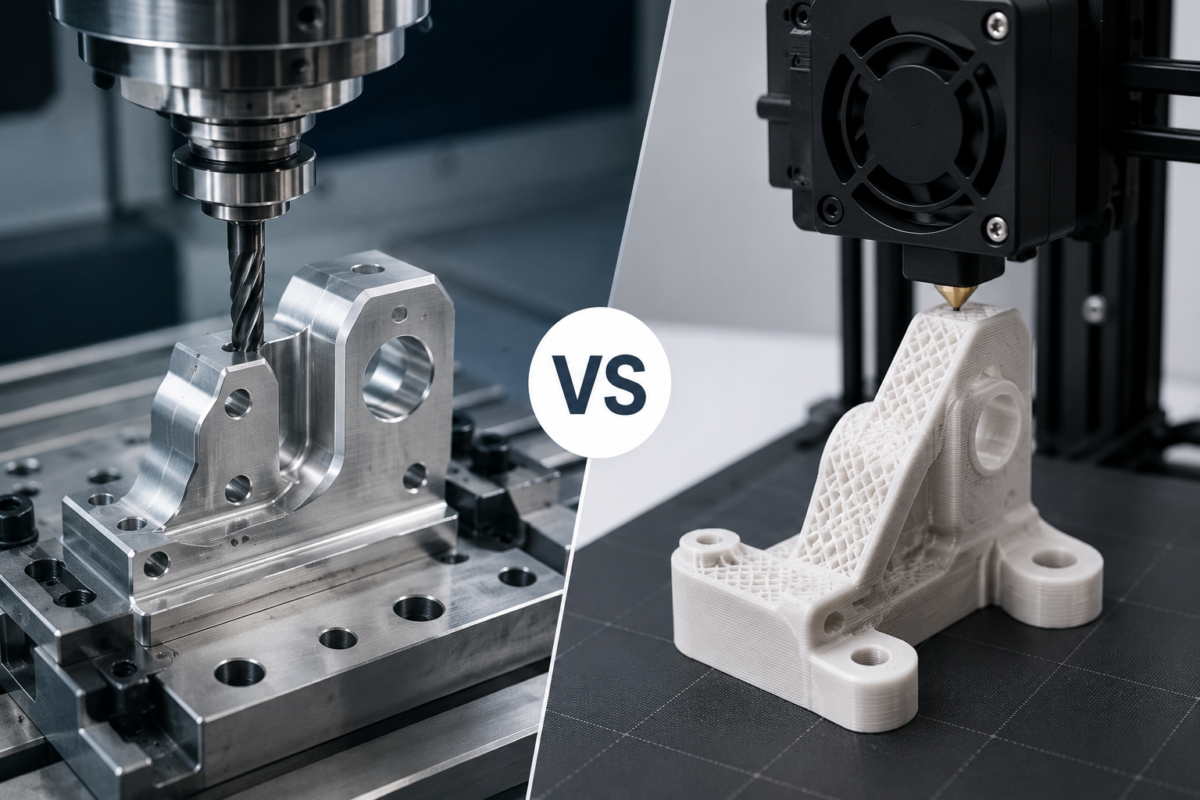
The Fundamental Difference: Subtractive vs Additive
CNC machining is a subtractive process. It begins with a solid block of material — a billet of metal, plastic, or composite — and removes material using precision cutting tools until the desired geometry is achieved. The starting material is structurally complete before machining begins, which means the finished part retains the full mechanical properties of the original stock material. Our CNC machining services cover everything from simple 3-axis work through to complex 5-axis geometries in metals and plastics.
3D printing is an additive process. It builds geometry layer by layer by depositing, fusing, or curing material according to a digital model. This layer-by-layer construction creates parts without the geometric constraints of cutting tools, allowing internal channels, lattice structures, and undercuts that would be impossible to machine. However, the layer-by-layer build process also introduces anisotropic mechanical properties, visible layer lines, and dimensional variation that CNC machining avoids.
Understanding this fundamental difference is the key to making the right technology choice for any specific application. If you need expert guidance on which process suits your part, our team at Ruiyi Rapid Prototyping Services can evaluate your design files and recommend the optimal route.
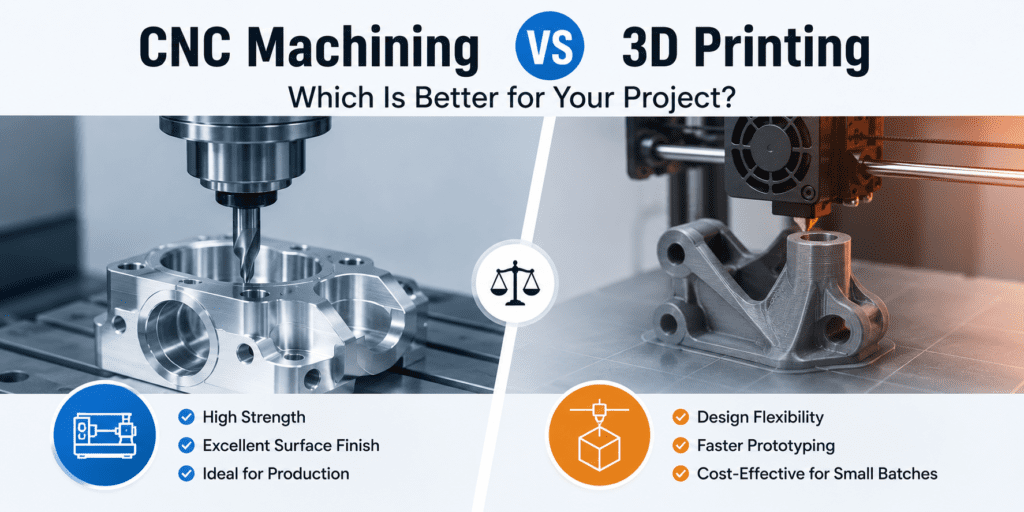
Head-to-Head Comparison: 8 Key Dimensions
| Dimension | CNC Machining | 3D Printing | Winner |
| Dimensional accuracy | ±0.005 to 0.05 mm standard | ±0.1 to 0.3 mm (FDM); 0.05 mm (SLA/SLS) | CNC Machining |
| Surface finish | Ra 0.8 to 3.2 µm direct from machine | Visible layer lines; post-processing required | CNC Machining |
| Material strength | Full isotropic native material properties | Anisotropic; Z-axis typically weakest in FDM | CNC Machining |
| Material range | Metals, plastics, composites, ceramics | Mainly plastics; limited metal options (DMLS, SLM) | CNC Machining |
| Geometric complexity | Limited by tool access; no true internal channels | Near-unlimited; internal channels, lattices possible | 3D Printing |
| Setup speed (1 part) | 1 to 3 days (programming + setup) | Hours to 1 day (print direct from file) | 3D Printing |
| Cost at low volume (1–10) | Higher per-part due to setup cost | Lower; minimal setup overhead | 3D Printing |
| Cost at production volume (100+) | Lower per-part; setup amortised | Remains relatively high per-part | CNC Machining |
When CNC Machining Is the Right Choice
Tight Tolerance, High-Precision Parts
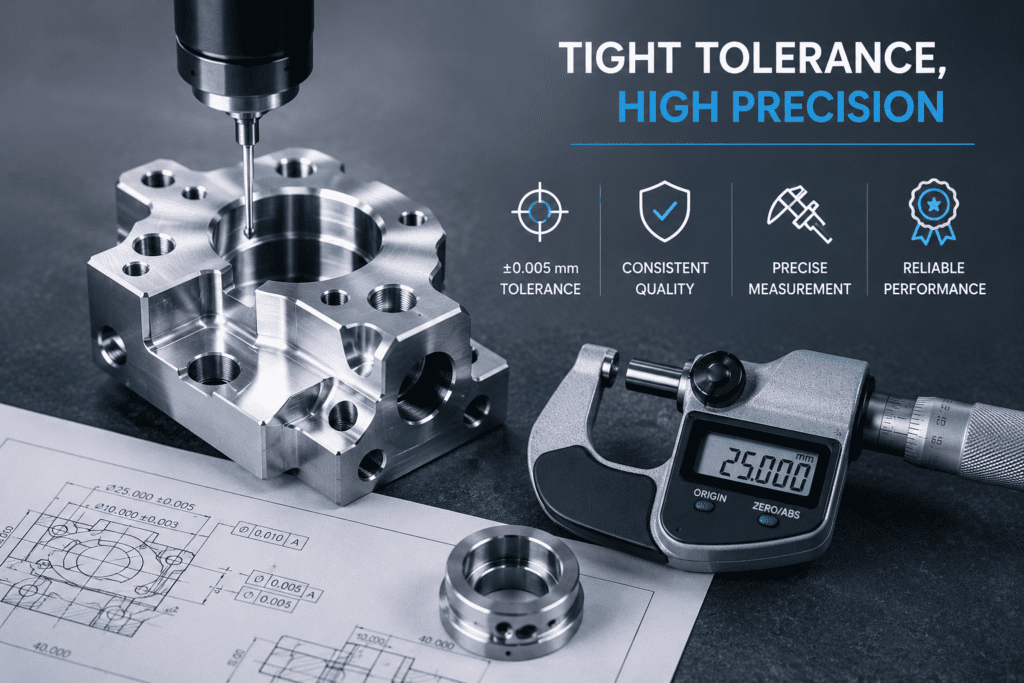
CNC machining routinely achieves tolerances of ±0.01 mm on standard production parts and ±0.005 mm or better on precision-grade components. 3D printing processes are generally limited to ±0.1 to 0.3 mm for FDM, and around ±0.05 mm for high-end SLA or SLS systems. For applications such as bearing housings, hydraulic manifolds, electronic connectors, and surgical instruments, CNC machining is the only viable option without extensive post-machining.
A tolerance of ±0.001 inch (approximately 0.025 mm) is a common aerospace and precision engineering requirement that CNC machining handles routinely. 3D printed parts would require subsequent CNC finishing passes to achieve this level of accuracy, which largely negates the speed advantage of additive manufacturing.
Metal Parts with Full Mechanical Properties
When a part needs to be made from a specific metal alloy and must exhibit the full mechanical properties of that alloy throughout its cross-section, CNC machining from solid billet stock is the correct process. The cutting tool removes material from a fully dense, metallurgically consistent block, leaving a part with uniform grain structure and no porosity.
Metal 3D printing technologies such as DMLS (Direct Metal Laser Sintering) and SLM (Selective Laser Melting) can produce functional metal parts, but they carry risks of internal porosity, residual stresses from the thermal build process, and anisotropic mechanical properties. For safety-critical applications, metal 3D printed parts typically require X-ray or CT inspection to verify internal integrity, adding significant cost.
Production Volumes Above 25 to 50 Units
For most geometries, the economics of CNC machining become favourable over 3D printing at volumes above approximately 25 to 50 units. This crossover point occurs because CNC setup cost is fixed regardless of batch size — meaning per-part setup cost falls with volume — while 3D printing costs scale roughly linearly with the number of parts because each part requires the same build time.
Industry data consistently confirms: for 1–10 parts, 3D printing is usually cheaper. For 25 or more parts, CNC machining is almost always cheaper per unit for standard geometries. Our small batch production service is designed exactly for this mid-volume range, offering competitive per-part costs without minimum order quantity penalties.
Parts Requiring Specific Surface Finishes or Post-Treatment
If a part requires anodising, hard chrome plating, electroless nickel, or a specific Ra surface roughness, CNC machined surfaces provide a superior base for all these treatments. The consistent, directionless surface texture of a machined part accepts surface treatments more uniformly than the ridged surface of a 3D printed part, which can trap plating solutions unevenly in layer lines.
When 3D Printing Is the Right Choice
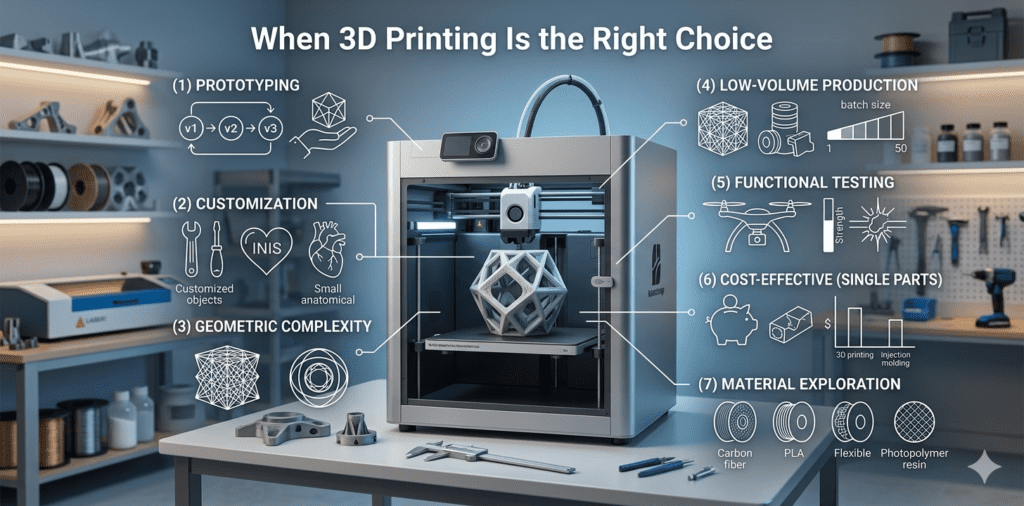
Complex Internal Geometry and Topology-Optimised Structures
If a part design features internal cooling channels, conformal flow passages, lattice structures, or topology-optimised geometries that reduce mass while maintaining structural performance, 3D printing is the enabling technology. CNC cutting tools cannot reach inside a closed part, so any internal geometry must be either simple enough to machine before closure or additive in nature.
This is the primary reason aerospace and medical device engineers use metal 3D printing for specific components despite its higher cost. Fuel nozzles with internal flow passages, medical implants with bone-ingrowth lattice surfaces, and heat exchangers with complex channel networks are all applications where additive manufacturing enables designs that are physically impossible to machine.
Rapid Early-Stage Prototyping
When a design is still being developed and the priority is validating form, fit, and basic function quickly rather than achieving production material properties, FDM 3D printing delivers prototypes in hours at very low cost. A desk-mounted FDM printer can produce a functional prototype of an enclosure, bracket, or connector in 2 to 8 hours with no setup beyond the time to start a print job.
This speed advantage is specific to single-part early-stage work. As design iteration progresses toward production intent and material properties become important, the balance typically shifts toward CNC machining for the validation prototype.
High-Customisation, Low-Volume Medical and Consumer Parts
For applications where every part is geometrically unique (such as patient-specific prosthetics or custom orthotics) or where batch sizes are permanently small (such as spare parts for discontinued equipment), 3D printing avoids the setup cost penalty of CNC machining and allows each part to be produced from a unique file without any fixed tooling investment.
The Hybrid Approach: Using Both Technologies Together
In 2026, the most sophisticated manufacturing teams often use both technologies deliberately for different stages of the same part’s production journey. Common hybrid workflows include:
Print then machine: 3D print the near-net-shape geometry, then CNC machine critical surfaces, threads, and bearing fits to achieve the tolerance and finish that the print alone cannot deliver. This approach can cut material waste by 60–80% compared with machining from solid billet on complex geometries, while still achieving full dimensional accuracy on functional interfaces.
Prototype then machine: Use FDM or SLS to produce a form-and-fit prototype in hours for design validation, then CNC machine the final production part in the correct material with correct tolerances. This avoids committing production machining time to a design that may change during validation.
Additive for support structures, subtractive for final geometry: In some mould and die applications, additive manufacturing builds conformal cooling channels into tool inserts, and CNC machining finishes the parting surfaces and cavity geometry to the required tolerance and surface finish.
Research from CNCPioneer (2026) suggests that hybrid manufacturing combining DMLS 3D printing with subsequent CNC finishing can cut costs by 20–40% for intricate metal parts compared with either process used exclusively. This approach combines additive manufacturing’s design freedom and material efficiency with CNC machining’s dimensional accuracy and surface quality.
Did You Know? According to Precedence Research, the prototyping segment generated more than 55% of total 3D printing revenues in 2025, confirming that additive manufacturing is still primarily used as a prototyping rather than a production technology at market scale. By contrast, CNC machining is predominantly a production technology: the CNC machine tools market at USD 108.58 billion in 2026 is driven by high-volume manufacturing across automotive, aerospace, electronics, and medical device production. This market data confirms the practical guidance: use 3D printing for early-stage development, use CNC machining for production.
Decision Framework: How to Choose
Use the following decision questions to select the right technology for your specific project:
- Does your part need tight tolerances (tighter than ±0.05 mm)? If yes → CNC machining.
- Is your part a metal component that will carry load or experience stress in service? If yes → CNC machining from solid billet stock.
- Does your part have internal channels, lattice structures, or true undercuts that cannot be accessed by a cutting tool? If yes → 3D printing or a hybrid approach.
- Are you ordering fewer than 10 units and material properties are not critical? If yes → 3D printing is likely more cost-effective.
- Are you ordering more than 50 units of a standard geometry? If yes → CNC machining is almost certainly cheaper per unit.
- Do you need parts in less than 24 hours for early design validation? If yes → FDM 3D printing is the fastest option.
- Will your parts be anodised, plated, or require a specific surface finish specification? If yes → CNC machining provides a superior base surface for all downstream treatments.
Related Articles You May Find Helpful
- How to Calculate CNC Milling Costs — A detailed breakdown of what drives your per-part machining cost, including 3-axis vs. 5-axis comparisons.
- Advances and Application Prospects of Rapid Prototyping — How modern prototyping technologies are converging and what it means for product developers.
- 3D Printing Process Technology for Titanium Alloy Thin-Walled Parts — A deep dive into DMLS parameters, thermal management, and post-machining of titanium additive parts.
- Alloy Steel vs Stainless Steel: A Comprehensive Comparative Guide for Engineers — Choosing the right metal material before you decide on your manufacturing process.
- Why Choose the Metal Prototype Rapid Manufacturing Process Based on NC Machining — The case for CNC-based metal prototyping when 3D printing cannot deliver the required properties.

Solomon Yang is a manufacturing industry professional with extensive experience in electronic, mechanical, and industrial component manufacturing. Having held various positions in American and Taiwanese manufacturing companies, he has developed a comprehensive understanding of manufacturing processes, production management, quality control, and global supply chain operations.
With expertise in business development, sales operations, international trade, customer relationship management, and engineering project support, Solomon bridges technical knowledge with commercial strategy to deliver innovative and cost-effective manufacturing solutions. He is passionate about advanced manufacturing technologies, process improvement, and continuous professional growth, with a strong commitment to creating value for customers and partners worldwide.

